The modern industrial manufacturing landscape requires an uncompromising fusion of precision engineering, high-speed automation, and unwavering regulatory compliance. At the very core of these complex operations is the automatic liquid filling machine. Whether a facility is processing highly viscous cosmetic creams, corrosive agrochemical pesticides, or hyper-sterile pharmaceutical injectables, the operational efficiency of the packaging line directly dictates the overarching profitability of the entire plant.
Figure 1: High-Performance Automatic Solutions Engineered by HMPL for Global Turnkey Packaging Lines.
As global supply chains become more demanding, reliance on outdated, manual, or semi-automated packaging processes is no longer a viable business strategy. This comprehensive guide explores the deep engineering principles behind advanced liquid filling systems, details the critical components of complete turnkey packaging lines, and examines how industries ranging from food and beverage to pharmaceuticals are leveraging an advanced automatic liquid filling machine to achieve unprecedented throughput and regulatory mastery.
Understanding Fluid Dynamics for an Automatic Liquid Filling Machine
The most fundamental engineering challenge in liquid packaging is managing the unique physical characteristics of the product being dispensed. Liquids behave radically differently under pressure, temperature variations, and kinetic movement. Applying a generalized, one-size-fits-all approach to filling machinery inevitably leads to catastrophic product waste, inconsistent dosing, and severe mechanical downtime.
The Critical Role of Viscosity in Pump Selection
Viscosity—the scientific measure of a fluid's resistance to flow—is the primary defining metric that must dictate the selection of your automatic liquid filling machine's pump and nozzle architecture. Free-flowing liquids, possessing a water-like viscosity, behave predictably but require careful handling to prevent splashing and product aeration. For these applications, engineers typically deploy standard volumetric systems utilizing highly sanitary peristaltic pumps. Peristaltic pumps ensure absolute sterility, as the liquid only makes contact with the internal flexible tubing, entirely bypassing the mechanical components of the pump itself.
Conversely, semi-viscous to highly viscous liquids present entirely different flow dynamics. Products such as heavy edible oils, cosmetic creams, honey, and petroleum jelly flow sluggishly and require immense mechanical assistance to move from the hopper to the container. For these challenging formulations, manufacturers must deploy piston filling machines or highly pressurized, servo-driven automatic liquid filling machine setups. Piston pumps provide the necessary pneumatic or mechanical force required to handle high-viscosity liquids, precisely pushing the heavy product out through the filling nozzle and severing the liquid stream cleanly to prevent dripping.
Engineering Metric Insight: For high-value formulations, precise pump synchronization via advanced PLC controllers minimizes unrecoverable financial losses due to product overfill across millions of production runs.
Engineering Solutions for Foaming and Suspended Particulates
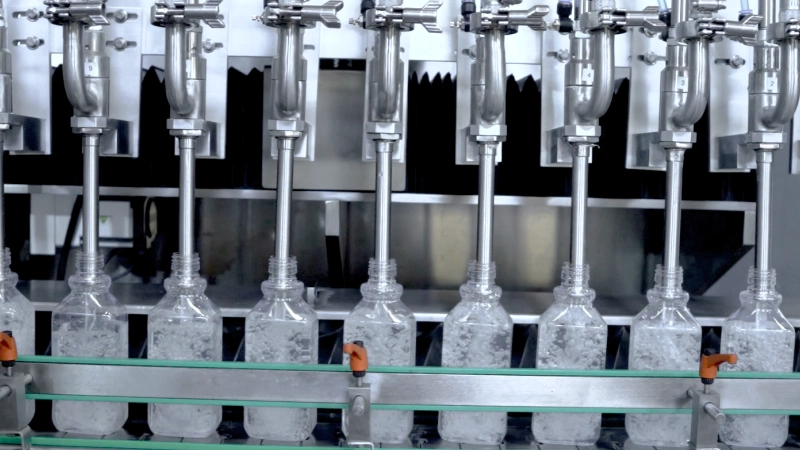
Certain liquid formulations, particularly heavy-duty detergents, dairy products, and specialized chemical solutions, are inherently prone to severe foaming when agitated or dispensed at high velocities. To combat this phenomenon, advanced volumetric systems utilize a highly synchronized diving nozzle system.
Figure 2: Precision Material-Specific Solutions for Eliminating Aeration and Turbulence via Specialized Diving Nozzles.
In this mechanical configuration, the filling nozzles descend deeply into the container before the dispensing cycle initiates. As the liquid level gradually rises, the nozzle slowly retracts in perfect synchronization, ensuring the dispensing tip remains submerged below the surface of the liquid throughout the entire fill cycle. This sub-surface filling technique entirely eliminates the aeration that causes foaming, allowing for maximum operational speeds without the risk of product overflow.
Furthermore, liquids containing suspended particulates—such as pulpy citrus juices in the beverage industry or suspended active solids in certain agrochemical slurries—require specialized engineering. The internal pathways, valves, and pump chambers of the automatic liquid filling machine must be adequately sized and contoured to allow particulates to flow unhindered. This careful sizing prevents the clogging of nozzles and ensures a uniform, homogenous distribution of the solid particulates within every single container processed on the line.
Core Technologies: Categorization of Liquid Filling Machines
The selection of appropriate filling machinery is intrinsically linked to the facility's required bottles per minute (BPM), the desired level of labor automation, the available footprint, and the specific industry application.
Automatic Volumetric Liquid Filling Machines
Automatic volumetric fillers serve as the primary workhorses of the global packaging industry. State-of-the-art systems, such as the Automatic Volumetric Liquid Filling Machine engineered for 15mm to 90mm diameter glass and PET bottles, operate utilizing hyper-precise syringes and adjustable dosing blocks. The hallmarks of elite automatic liquid filling machine systems include several critical engineering features:
High Precision Tolerances: Advanced machines guarantee a ± 1% filling accuracy tolerance on a single dose. This precision is critical for expensive pharmaceutical or chemical formulations where a 2% overfill across a million units results in massive financial losses.
Intelligent "No Bottle, No Filling" Mechanisms: Integrated smart sensors continuously monitor the presence of a container on the conveyor belt. If a spatial gap is detected, the machine's PLC instantly halts the specific nozzle operation for that position, preventing product waste.
GMP-Compliant MOC Standards: To comply with strict Good Manufacturing Practice (GMP) requirements, the heavy-duty frame structures feature MS painted cladding with access doors constructed of SS 304. Crucially, every single component that makes direct contact with the liquid product must be manufactured from premium SS 316 stainless steel to prevent corrosion, pitting, and ensure absolute sanitation.
Machine Configuration
Throughput Range (BPM)
Material Compliance
Optimal Fluid Types
2-Head Entry System
10 - 20 BPM
SS 304 / SS 316 Contact Parts
Free-flowing Liquids, Low Viscosity Syrups
4-Head / 6-Head Modular
30 - 60 BPM
SS 316 Premium Contact Parts
Semi-viscous Oils, Standard Chemicals
12-Head Servo-Driven
100 - 120 BPM
Full GMP SS 316L Framework
Highly Viscous Creams, Foaming Detergents
These automatic systems are highly modular and scalable, available in diverse configurations ranging from entry-level 2-head systems scaling up to massive 12-head servo-driven systems capable of sustaining 100 to 120 Bottles Per Minute during continuous 24/7 operations.
Semi-Automatic Piston Filling Machines
While a fully automatic liquid filling machine dominates high-volume manufacturing, semi-automatic piston filling machines offer immense strategic value for smaller operations, pilot plants, and facilities handling extremely viscous materials in smaller, diverse batches. The primary advantage of semi-automatic machinery is extraordinary flexibility. They require lower initial capital investment, feature significantly shorter changeover times due to their simpler mechanics, and allow facilities to rapidly pivot production between vastly different product formats and viscosities with minimal engineering intervention.
A high-speed filling machine, regardless of its precision, cannot operate efficiently in an isolated vacuum. To realize true industrial ROI, manufacturers must implement complete turnkey packaging lines where every upstream and downstream process is seamlessly automated, synchronized, and monitored.
Phase 1: Precision Washing and Absolute Sterilization
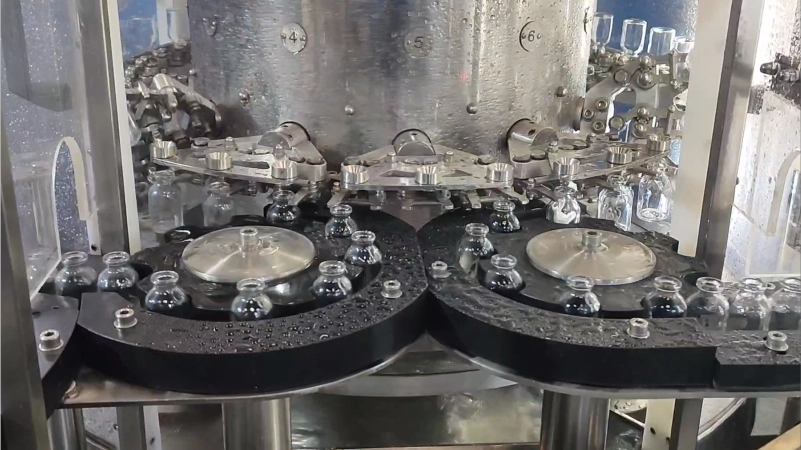
Before the automatic liquid filling machine process can commence, containers must be impeccably clean. Automatic rotary bottle washing machines utilize sequential, high-pressure jets of water, compressed air, and specialized chemical cleaning agents to remove dust and microscopic particulates. In the highly regulated pharmaceutical sector, this washing phase is immediately followed by passage through advanced Sterilization Tunnels. These massive thermal units subject glass vials or ampoules to extreme dry heat, ensuring absolute sterility and the destruction of all pyrogens before the containers are allowed to enter the highly classified cleanroom filling environment.
Figure 3: Sterile Tunnel Integration for Cleanroom Upstream Container Processing.
Phase 2: Hermetic Sealing and Capping Machinery
Once the precise volume of liquid is dispensed, the container must be immediately and securely sealed to maintain product integrity, prevent oxidation, and secure it against contamination. Continuous thread cappers use sets of matched, precisely calibrated discs to spin caps down onto bottles as they move rapidly along a conveyor system. Vibratory bowls or mechanized elevators act as auxiliary equipment, automatically feeding the caps into the sorting chute to ensure a continuous supply. For comprehensive system setups, advanced Sealing and Capping Machinery ensures hermetic integrity across vast production batches.
For the distillery and pharmaceutical industries, Roll-On Pilfer-Proof (ROPP) capping machines are the standard. A specialized, rapidly rotating capping head descends, and precision rollers form the threads directly onto the bottle while simultaneously tucking a tamper-evident ring under the neck finish, providing both a hermetic seal and undeniable tamper evidence.
Phase 3: Traceable Labeling and End-of-Line Packaging
The final stages of the turnkey line involve high-speed automatic sticker labeling machines. These versatile units can apply wrap-around labels on round bottles, or execute precise double-sided label applications on flat containers, at speeds that perfectly match the upstream equipment. For advanced compliance, particularly in pharmaceuticals, these labeling machines are inextricably integrated with 21 CFR Part 11 compliant computer systems, ensuring rigorous digital traceability and immutable audit trails.
Following the labeling phase, shrink sleeve applicator machines apply full-body graphical sleeves or tamper-evident neck bands. The containers then pass through specialized shrink tunnels, utilizing controlled heat to conform the plastic seamlessly. Finally, automated case packers and highly accurate multihead weighers prepare the individual units for palletizing, ensuring the final shipped product meets all weight regulations prior to global distribution.
Sector-Specific Compliance and Application Engineering
Advanced Pharmaceutical Packaging Lines
The pharmaceutical industry operates under the most stringent, unforgiving regulatory environments globally. Injectable medications, which bypass the human digestive system and enter the bloodstream directly, require packaging architectures that guarantee absolute sterility, stability, and impenetrable Container Closure Integrity (CCI). Highly sophisticated Pharmaceutical Packaging Lines managing vials—whether utilizing moulded glass for structural mechanical stability or tubular borosilicate glass for high precision and thermal resistance—must be handled with extreme care to prevent micro-fractures during high-speed transit from the automatic liquid filling machine.
Furthermore, Water for Injection (WFI) containers represent the absolute pinnacle of sterile packaging requirements. They must be manufactured with high-grade, infinitely secure seals to maintain absolute purity, preventing any microscopic ingress of environmental contaminants that could catastrophically compromise life-saving medical formulations. The industry is also seeing a massive shift toward advanced robotic pre-filled syringe (PFS) filling and stoppering machines.
Chemical and Agrochemical (Pesticide) Operations
The packaging of industrial pesticides, concentrated fertilizers, and raw chemicals presents unique, life-critical hazards. These liquid formulations are frequently highly toxic, intensely corrosive, and volatile. The entire packaging line in these facilities must be constructed with specialized anti-corrosive materials. Filling accuracy is paramount, not merely for corporate cost control, but to strictly comply with severe environmental and safety regulations regarding the transport of hazardous materials. Automatic induction cap sealing machines are heavily utilized in this sector to fuse a foil seal across the bottle opening, providing a hermetic barrier that prevents dangerous leaks during transit.
Distillery and Premium Beverage Processing
In the global distillery sector, packaging operations must preserve the precise, delicate chemical composition of high-value alcoholic beverages—like premium whisky, aged rum, and distilled vodka—while simultaneously maximizing consumer shelf appeal through flawless presentation. Filling machines in distilleries must handle high-proof, highly flammable alcohol safely. This often necessitates the engineering of explosion-proof electrical enclosures and entirely pneumatic control systems to eliminate ignition risks. Furthermore, the equipment must handle premium glass bottles delicately to prevent any visual scratching or scuffing, and apply highly secure closures—like natural cork stoppers or ROPP aluminum caps—to prevent oxidation and the disastrous evaporation of volatile aromatic flavor compounds.
Technical Frequently Asked Questions (FAQs)
Q: How does the specific viscosity of a liquid impact the selection of a filling machine pump?
A: Viscosity is the absolute critical determining factor in pump architecture. Water-like, free-flowing liquids are best handled by gravity fillers or peristaltic pumps. Conversely, highly viscous liquids like heavy industrial oils, cosmetic creams, or honey require the immense mechanical force generated by piston pumps on an automatic liquid filling machine to ensure accurate dosing.
Q: What is the strategic difference in ROI between semi-automatic and fully automatic packaging machinery?
A: Semi-automatic machines are ideal for operations featuring smaller batch sizes and requiring frequent format changeovers due to their high flexibility. However, for facilities aiming to scale exponentially, investing in a fully automatic line provides vastly superior long-term ROI. This is achieved through massive labor reduction, minimized product giveaway via strict ± 1% accuracy tolerances, and consistent, uninterrupted 24/7 throughput.
Q: How do advanced volumetric filling machines physically prevent liquid foaming and spillage on the line?
A: Elite volumetric machines utilize a synchronized diving nozzle system. The metallic nozzles mechanically descend to the very bottom of the empty container and slowly rise in perfect tandem with the dispensing liquid level. This ensures the dispensing point remains constantly submerged, preventing the aeration that causes severe foaming.
Q: Why are SS 316 and SS 304 materials legally mandated in pharmaceutical and food packaging machinery?
A: Stainless Steel (SS) 304 is typically utilized for the machine's external frame cladding due to its excellent structural durability. However, Stainless Steel (SS) 316 is strictly mandated for all internal wetted parts that make direct physical contact with the liquid product (such as the syringes and nozzles). SS 316 contains the element molybdenum, which provides vastly superior molecular resistance to corrosion, pitting, and chemical degradation.
Optimizing Production with Turnkey Packaging Solutions
The strategic transition from outdated manual or disjointed processes to fully integrated, turnkey packaging lines represents one of the most significant operational upgrades a manufacturing facility can execute. By deeply understanding the specific rheological requirements of a product's viscosity and the exact tolerances legally required by industry regulations, industrial manufacturers can drastically reduce waste, guarantee compliance, and maximize long-term throughput.
When evaluating capital equipment investments, partnering with a machinery manufacturer that understands the complex nuances of complete line integration—spanning from sterile washing and an advanced automatic liquid filling machine to high-speed digital labeling and automated case packing—is not just an operational choice; it is a foundational requirement for long-term industrial dominance.
Importance of Household Cleaning Products Packaging & Solutions
Household liquid cleaning products are essential for maintaining cleanliness and hygiene in our homes. They are specifically designed to tackle a variety of cleaning challenges, including removing tough stains and eliminating germs. From all-purpose cleaners to dishwashing liquids and glass cleaners, these products are highly effective and indispensable for every household. Their versatility makes it easy to keep your home spotless and germ-free. Whether you need to disinfect a kitchen countertop, polish a mirror, or clean up a spill, these Household Cleaning Products Packaging cater to a wide range of needs. By using them, you can ensure that your home not only looks clean but also feels hygienically safe for your family.
The increasing demand for liquid cleaning products has spurred innovations in their formulation and packaging. High-quality Household Cleaning Products Packaging is essential for preserving product quality, extending shelf life, and enhancing user experience. Effective packaging prevents leaks, allows for precise dispensing, and supports sustainability efforts with eco-friendly designs. HMPL stands at the forefront of providing state-of-the-art packaging solutions for liquid and viscous cleaning products. Our innovative systems deliver unmatched precision, efficiency, and reliability. With HMPL, manufacturers can achieve optimal performance while addressing the growing demand for high-quality and sustainable cleaning solutions.
Comprehensive List of Liquid and Viscous Household Cleaning Products
Liquid and Viscous Household Cleaning Products Packaging are available in a wide variety to meet diverse needs:
Surface Cleaners
Toilet Cleaners
Dishwashing Liquids
Disinfectants
Antiseptic Liquids
Kitchen Cleaner Sprays
Sanitizers
Hand Washes
Bathroom Cleaners
Liquid Detergents
Glass Cleaners
Carpet Cleaners
Upholstery Cleaners
Carpet Cleaning Shampoos
Metal Polishes
Drain Liquids
Sofa Cleaning Shampoos
Every product is designed for efficiency and convenience, offering tailored solutions for daily cleaning challenges.
Surface Cleaners
HMPL ensures precise and sanitary packaging for surface cleaners, maintaining product integrity and user safety. Our advanced solutions deliver accurate filling, secure sealing, and consistent labelling, guaranteeing reliability in every bottle. Additionally, we design our machines to accommodate various container sizes and formulas, optimizing efficiency while preserving quality. With cutting-edge technology and intuitive operation, HMPL empowers manufacturers to package surface cleaners seamlessly, meeting market demands with confidence and consistency.
Toilet Cleaners
HMPL ensures dependable and precise packaging for toilet cleaners, preserving their effectiveness and safety. Our advanced solutions provide accurate filling and secure sealing, guaranteeing leak-proof bottles that are ready for use. Additionally, we design our machines to accommodate various viscosities and container sizes, optimizing speed and consistency throughout the packaging process. With HMPL’s innovative technology, manufacturers can enhance efficiency, maintain product quality, and confidently meet market demands.
Dishwashing Liquids
Dishwashing liquids need precise and efficient packaging to maintain their quality and fragrance. HMPL’s advanced machines ensure that each bottle is filled accurately, preventing spills and guaranteeing a consistent volume every time. With secure sealing and smooth labelling, HMPL streamlines the packaging process for a flawless finish. Designed to accommodate various bottle shapes and sizes, these solutions help manufacturers increase productivity while preserving the integrity of their dishwashing liquids.
Disinfectants
Disinfectants require safe and precise packaging to maintain their potency and protect users.HMPL’s advanced packaging machines fill and seal each container accurately, preventing leaks and contamination. Engineered to handle various bottle sizes and liquid viscosities, these machines ensure consistent quality and efficient production. By delivering reliable and hygienic packaging solutions, HMPL helps manufacturers meet safety standards and satisfy consumer demands with confidence.
Antiseptic Liquids
Antiseptic liquids require hygienic and precise packaging to ensure their safety and effectiveness. HMPL’s advanced machinery provides accurate filling and secure sealing, protecting the product’s integrity throughout the entire process. These solutions are designed to accommodate various bottle sizes and viscosities, streamlining the packaging process while upholding high-quality standards. With HMPL’s reliable technology, manufacturers can confidently produce antiseptic liquid packages that comply with industry regulations and meet consumer expectations.
Kitchen Cleaner Sprays
Kitchen cleaner sprays require efficient and accurate packaging to deliver convenience and reliability to consumers. HMPL’s advanced machines excel in filling spray bottles with precision, ensuring consistent volumes and leak-proof sealing. Designed to handle various bottle shapes and sizes, these machines streamline the packaging process while maintaining product quality.With user-friendly features and superior performance, HMPL helps manufacturers produce kitchen cleaner sprays that stand out for their quality and effectiveness.
Sanitizers
Sanitizers need precise and hygienic packaging to guarantee their safety and effectiveness.HMPL’s advanced packaging machines provide accurate filling and secure sealing, ensuring product integrity at every stage of the process. Designed to accommodate various container sizes and formats, these machines facilitate smooth and efficient production while upholding quality standards. With HMPL’s reliable solutions, manufacturers can confidently and consistently meet the high market demands for sanitizers.
Hand Washes/ Liquid Soaps
Hand washes and liquid soaps require precise and hygienic packaging to maintain their quality and appeal. HMPL’s advanced machines accurately fill each container, ensuring consistent volumes and secure seals. Designed to accommodate a variety of bottle shapes and sizes, these machines streamline production while preserving the integrity of the products. With reliable performance and user-friendly operation, HMPL enables manufacturers to effortlessly deliver high-quality hand washes and liquid soaps that meet consumer expectations.
Bathroom Cleaners
Bathroom cleaners need precise and efficient packaging to ensure safety and maintain their effectiveness. HMPL’s advanced machines handle this process with accuracy, filling and sealing each bottle securely to prevent leaks and preserve quality. Designed to accommodate various viscosities and container sizes, these machines streamline production while delivering consistent results. With HMPL’s cutting-edge technology, manufacturers can confidently provide bathroom cleaners that meet consumer needs and stand out in the market.
Liquid Detergents
Liquid detergents require precise and efficient packaging to ensure their quality and usability. HMPL’s advanced machines provide accurate filling and secure sealing, guaranteeing that each container meets the highest standards of reliability. Designed to handle a variety of viscosities and bottle sizes, these machines streamline production while minimizing waste. With HMPL’s innovative solutions, manufacturers can effectively package liquid detergents that meet consumer needs and enhance their brand reputation.
Glass Cleaners
Glass cleaners require precise and efficient packaging to maintain their clarity and effectiveness. HMPL’s advanced machines deliver accurate filling and leak-proof sealing, ensuring every bottle is ready for use. Designed to handle various bottle shapes and sizes, these machines streamline the production process while preserving product quality. With HMPL’s reliable technology, manufacturers can confidently package glass cleaners that meet consumer expectations and enhance their brand’s trust.
Carpet Cleaners
HMPL delivers specialized packaging solutions for carpet cleaners, ensuring effectiveness and user convenience. Our advanced machines precisely fill containers and securely seal them, guaranteeing consistent quality with every product. Additionally, we design these systems to handle various viscosities and container types, optimizing production for reliability and efficiency. By leveraging HMPL’s innovative technology, manufacturers confidently produce carpet cleaners that meet consumer expectations while strengthening their brand’s reputation for excellence.
Upholstery Cleaners
Upholstery cleaners require efficient and precise packaging to preserve their quality and usability. HMPL’s advanced machines offer accurate filling and secure sealing, ensuring that each product remains effective. Designed to accommodate various container sizes and formulations, these machines streamline the production process while maintaining consistent quality. With HMPL’s cutting-edge technology, manufacturers can confidently package upholstery cleaners that deliver outstanding results and meet consumer expectations.
Carpet Cleaning Shampoos
Carpet-cleaning shampoos require precise and efficient packaging to ensure product quality and easy application. HMPL’s advanced machines manage this process with accuracy, providing consistent filling and secure sealing for each bottle. Designed to handle various viscosities and container sizes, these machines optimize production while upholding high standards of reliability. With HMPL’s innovative technology, manufacturers can confidently produce carpet cleaning shampoos that meet consumer expectations and enhance their brand reputation.
Metal Polishes
HMPL ensures precise and efficient packaging for metal polishes, preserving their quality and enhancing ease of use. Our advanced machines accurately fill containers and securely seal them, preventing leaks and maintaining product effectiveness. Additionally, we design these systems to handle various viscosities and packaging formats, optimizing production while ensuring consistent results. By leveraging HMPL’s innovative technology, manufacturers can confidently package metal polishes that deliver superior performance and meet customer expectations.
Drain Liquids
HMPL ensures secure and precise packaging for drain liquids, maintaining safety and effectiveness. Our advanced machines accurately fill containers and provide airtight sealing, effectively preventing leaks and preserving product integrity. Additionally, we design these systems to handle various viscosities and container sizes, optimizing production with efficiency and reliability. By leveraging HMPL’s cutting-edge solutions, manufacturers can confidently package drain liquids that not only meet safety standards but also surpass consumer expectations.
Sofa Cleaning Shampoos
Precise and hygienic packaging for sofa-cleaning shampoos, preserving their quality and usability. Our advanced machines fill containers with accuracy and seal them securely, maintaining the product’s effectiveness from production to end use. Additionally, we design these systems to accommodate various viscosities and bottle sizes, optimizing production efficiency while delivering consistent results. By leveraging HMPL’s innovative packaging solutions, manufacturers can confidently enhance product appeal, meet consumer expectations, and strengthen their brand reputation in competitive markets.
Liquid/ Viscous Household Cleaning Products Packaging – Why it matters?
Ensuring Product Safety
Packaging plays a crucial role in protecting household liquid cleaning products. It maintains their integrity and ensures they perform at their best. By using secure and durable materials, manufacturers can effectively prevent contamination, leaks, and degradation that could compromise the product’s quality. This protective layer keeps the cleaning solutions potent and safe to use, even after prolonged storage. Additionally, strong packaging enhances durability during transportation and handling, preventing accidental damage or spills. These measures instil confidence in consumers regarding the reliability and safety of the products they purchase. Consequently, brands that prioritize high-quality packaging not only meet customer expectations but also build lasting trust and loyalty, setting themselves apart in a competitive marketplace.
Prevents Leaks and Spills
Leak-proof designs are essential for ensuring the reliability and convenience of Liquid and Viscous Household Cleaning Products Packaging. By using advanced sealing technologies and high-quality materials, manufacturers effectively prevent leaks and spills that could lead to product loss or damage.These robust designs protect products during transportation from rough handling and environmental factors, maintaining their integrity until they reach consumers. Additionally, secure seals help prevent accidental messes during storage and everyday use, providing peace of mind for customers. By minimizing waste, this thoughtful packaging ensures that consumers receive the full value of their purchase, enhancing their satisfaction. This attention to detail not only protects the product but also reinforces the brand’s commitment to delivering a superior customer experience.
Enhances User Convenience
Modern packaging prioritizes user convenience by incorporating ergonomic designs that make handling and usage effortless. Features such as well-crafted handles, intuitive pumps, and practical flip-top caps provide consumers with a seamless experience, especially when dealing withlarger or bulkier containers. These thoughtful additions simplify the application process, allowing users to dispense the right amount of product with ease and precision. Furthermore, ergonomic designs reduce physical strain, making them especially beneficial for individuals with mobility challenges. By enhancing accessibility and functionality, such packaging elevates the overall user experience and reinforces a brand’s commitment to customer satisfaction and innovation.
Provides Clear Communication
Labels on packaging act as a vital bridge for clear and effective communication, ensuring consumers have all the essential information to use products safely and efficiently. By clearly presenting detailed usage instructions, manufacturers empower users to achieve optimal results with ease and confidence. Safety precautions, prominently displayed, guide consumers in handling the product responsibly, minimizing risks and potential hazards. Additionally, transparent ingredient lists offer valuable insights, allowing customers to make informed choices based on personal preferences or allergies. Moreover, this accessible and comprehensive information builds trust in the brand’s dedication to transparency and reliability. Eye-catching and well-designed labels further elevate the packaging, making products visually appealing and instantly informative. This thoughtful combination of practicality and aesthetics not only enhances user experience but also fosters stronger consumer confidence and loyalty. In a competitive marketplace, such attention to detail helps brands stand out, reinforcing their reputation for quality and care.
Improves Brand Recognition
Professionally designed and visually striking packaging plays a pivotal role in building a strong and memorable brand identity. By incorporating vibrant colours, innovative shapes, and clearly defined branding elements, packaging helps products capture attention and stand out on crowded retail shelves. These creative designs not only make products more appealing but also communicate the brand’s values and personality effectively. Furthermore, consistent branding across packaging builds familiarity and trust, encouraging repeat purchases. Eye-catching designs ensure that customers can easily identify the brand at a glance, reinforcing loyalty and driving stronger connections. As a result, investing in impactful packaging design not only enhances visibility but also solidifies the brand’s presence in a competitive market.
Supports Sustainability Goals
Manufacturers are increasingly embracing eco-friendly packaging solutions to align with sustainability goals and address growing environmental concerns. By incorporating recyclable plastics, biodegradable materials, and reusable designs, they significantly reduce the environmental footprint of their products. These sustainable practices not only minimize waste but also promote responsible consumption, which is a priority for modern consumers. Additionally, such packaging initiatives resonate deeply with eco-conscious buyers, who value brands that prioritize the planet’s well-being. By demonstrating a commitment to sustainability, companies enhance their reputation, build stronger customer relationships, and position themselves as industry leaders in environmentally responsible practices. This strategic approach not only benefits the environment but also adds substantial value to the brand, fostering long-term loyalty and market differentiation.
Facilitates Portion Control
Innovative dispensing mechanisms, such as pumps, squeeze bottles, and nozzles, play a crucial role in promoting portion control and enhancing user convenience. These thoughtfully designed features allow consumers to apply the exact amount of product needed, eliminating overuse and reducing wastage. Whether it’s a measured pump for liquid soap or a controlled squeeze for cleaning solutions, these mechanisms ensure precision and efficiency in every use. By minimizing product loss, such designs not only save money for consumers but also reflect the brand’s commitment to sustainability and cost-effectiveness. Additionally, these user-friendly features make packaging more functional and appealing, contributing to an improved overall experience. By offering better value for money and emphasizing practicality, brands can foster stronger customer satisfaction and loyalty.
Withstands Transportation Challenges
Packaging plays a vital role in ensuring products withstand the demanding conditions of transportation and storage. It must endure rigorous handling, vibrations, and potential impacts during transit without compromising the product’s integrity. To achieve this, manufacturers rely on robust designs crafted from durable materials that resist breakage and leakage. These packaging solutions effectively protect the contents from environmental factors, such as temperature fluctuations, moisture, and dust, ensuring that the product remains in pristine condition. Furthermore, secure packaging reduces the risk of damage or spillage, minimizing financial losses for businesses and inconveniences for customers. By prioritizing durability and reliability, brands demonstrate their commitment to quality, reinforcing consumer trust and satisfaction with every delivery.
Adheres to Regulatory Standards
Packaging that meets regulatory standards is vital for ensuring consumer safety and maintaining compliance with the law. Manufacturers include important features such as hazard symbols, child-resistant closures, and clear warning labels on products that may be toxic, corrosive, or hazardous. These elements provide consumers with clear and accessible information, helping them handle and store products responsibly. Furthermore, adhering to these standards reflects a brand’s commitment to safety and accountability, which helps build trust with customers and regulatory bodies. By complying with legal requirements, companies not only protect their customers but also shield themselves from potential liabilities and penalties. This proactive approach guarantees that products are not only effective but also responsibly packaged, thereby enhancing the brand’s reputation in competitive markets.
Builds Connection with Consumers
Carefully designed packaging is a powerful tool for creating meaningful connections with consumers. By aligning with consumer preferences—whether through minimalistic aesthetics, premium finishes, or eco-friendly materials—packaging can evoke positive emotions and resonate on a deeper level. These design choices not only enhance the visual appeal of the product but also leave a memorable and lasting impression. Furthermore, packaging that reflects the brand’s identity and values helps establish familiarity and trust, encouraging repeat purchases. When consumers feel a personal connection to how a product is presented, they are more likely to associate it with quality and reliability. This emotional bond fosters stronger loyalty, transforming one-time buyers into long-term advocates for the brand. Through strategic design and messaging, packaging becomes more than just a container; it serves as an extension of the brand’s story and values.
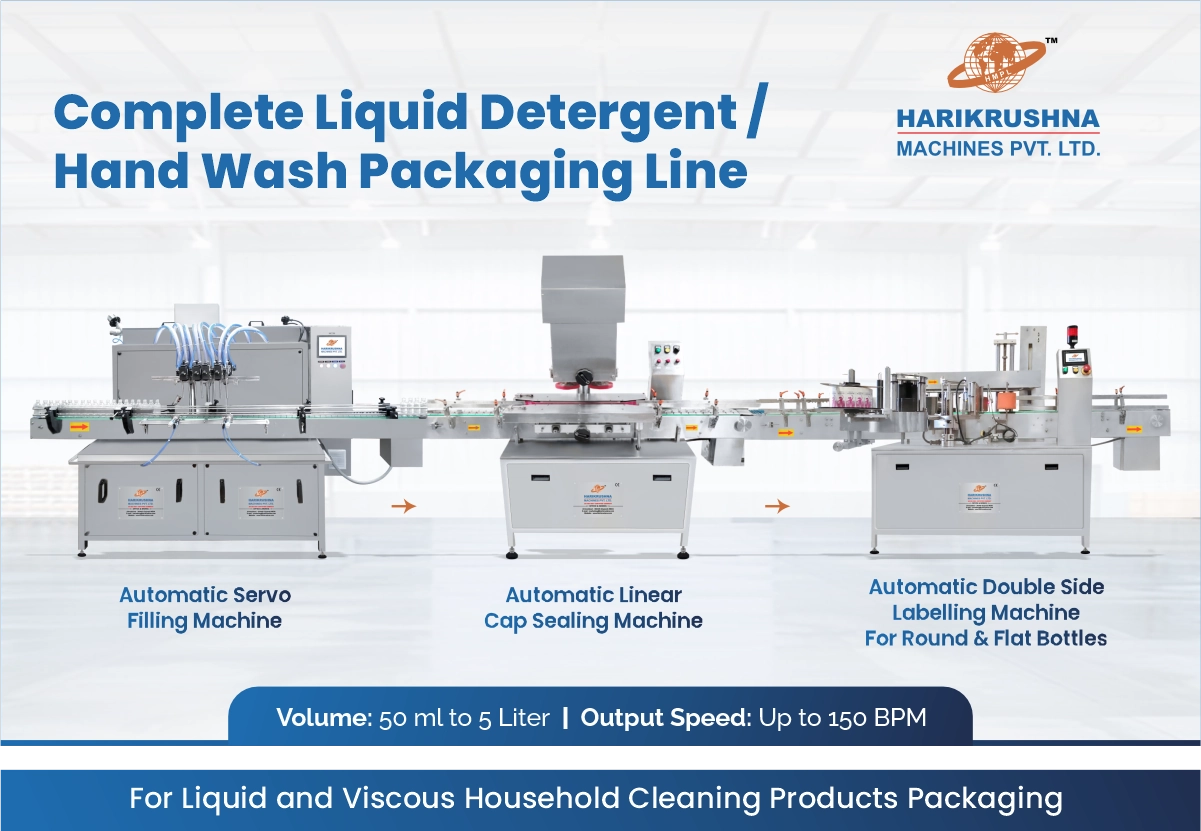
Complete Liquid Detergent/ Hand Wash Packaging Line for All Liquid/ Viscous Household Cleaning Products Packaging
Harikrushna Machines Pvt. Ltd. (HMPL) delivers a cutting-edge Complete Liquid Detergent and Hand Wash Packaging Line, engineered for maximum efficiency and precision. This advanced system seamlessly handles bottles and containers ranging from 50 ml to 5 liters, achieving an impressive output speed of up to 150 products per minute. Moreover, HMPL designs comprehensive packaging solutions to support a diverse range of liquid-based household products, ensuring reliability at every stage. By integrating precision technology with high-performance capabilities, HMPL empowers businesses to optimize their packaging processes and maintain superior product quality.
Machines consist of our complete liquid detergent and hand wash packaging line:
1. Automatic Servo Filling Machine
The Automatic Servo Liquid Filling Machine (HMPL-PRE-RBF) is an exceptional solution designed to excel in the most demanding liquid-filling applications. With its versatile configuration of 2 to 12 filling heads, it achieves an impressive output of up to 150 products per minute, depending on factors like filling volume, viscosity, and bottle size. Engineered to meet GMP standards, this machine’s compact and robust design ensures consistent performance, minimal maintenance, and seamless user interaction. Its rigid SS square pipe frame, coupled with durable safety guards and electroless nickel-plated or powder-coated parts, enhances both durability and operational safety. Inspired by cutting-edge German technology, the servo-based filling pumps deliver unmatched precision, making this machine ideal for handling a range of non-acidic liquids, from water to viscous products.
What truly sets this machine apart is its fully automatic, PLC-controlled interface, enabling operators to make seamless adjustments to filling volumes while monitoring performance in real-time. Features like diving nozzles for precise filling, a pneumatic bottle-stopping mechanism, and an auto-controlled storage tank equipped with high/low-level sensors work together to maximize efficiency and reduce product wastage. Furthermore, the intelligent design incorporates an inbuilt drain valve and quick flushing capabilities, simplifying the cleaning process and significantly reducing downtime. Crafted for reliability and ease of operation, the HMPL-PRE-RBF uses high-quality components to ensure consistent performance and longevity. With its ability to deliver exceptional filling accuracy, this machine is an ideal choice for industries that prioritize quality, efficiency, and innovation. From liquid to viscous household cleaning product packaging, this machine stands as a trusted partner for businesses looking to elevate their production capabilities.
2. Automatic Linear Cap Sealing Machine
The Automatic Linear Belt Type Screw Capping Machine (HMPL–LBS) is a state-of-the-art solution tailored for sealing both round and irregularly shaped bottles crafted from glass, plastic, PET, or HDPE. Designed with versatility and efficiency in mind, this machine seamlessly handles a variety of Liquid and Viscous Household Cleaning Products Packaging. Its innovative linear design incorporates synchronized front and back bottle-holding belts and a stabilizing pressing belt system, ensuring smooth, precise, and reliable capping. Built on a robust MS frame clad in stainless steel (SS 304) with a sleek matte finish, the machine combines durability and corrosion resistance while adhering to GMP standards for hygiene and quality.
What sets the HMPL–LBS apart is its ability to adapt effortlessly to diverse bottle sizes and cap types, including pump, spray, flip-top, and screw caps. The machine eliminates the need for additional change parts, making transitions between products quick and hassle-free. With output speeds reaching up to 150 bottles per minute, depending on the model and bottle dimensions, it offers unmatched productivity while maintaining low maintenance requirements.
Equipped with a user-friendly PLC-HMI interface, operators can easily control and monitor the capping process for optimal performance. The safety cabinet, featuring toughened glass, provides enhanced protection while maintaining visibility and accessibility. Additionally, the machine’s low noise and power consumption, coupled with minimal mechanical adjustments, make it an ideal choice for high-volume production environments seeking efficiency and cost-effectiveness. From its intelligent design to its reliable performance, the HMPL–LBS is the perfect partner for businesses looking to elevate their packaging line capabilities and deliver consistent, high-quality results.
3. Automatic Double-Side Labelling Machine
The Automatic Double-Side Sticker Labelling Machine (HMPL–DSVL) is an advanced solution for applying front and back labels to flat, oval, square, and round containers. Designed to handle a variety of product sizes, this versatile machine efficiently labels containers with precision at speeds of up to 200 products per minute, depending on label and product dimensions. Its compact and robust design incorporates essential components such as a top product-holding conveyor, dual label dispensing units, a product in-feed screw, and a roller spacing device, ensuring seamless and uniform operations without requiring change parts.
Designed to meet GMP standards, this machine incorporates a robust stainless steel (SS 304) structure with powder-coated or nickel-plated components, ensuring durability and corrosion resistance. Additionally, its intuitive PLC and HMI interface simplifies operation, providing advanced features such as digital label dispensing speed settings, product delay functions, and pre-dispensing length adjustments for precise and efficient label application. To enhance safety, fiber-optic sensors actively detect product and label gaps, while an automatic stop function immediately halts operations in case of label roll breaks or missing labels. With these innovations, the machine delivers reliability, accuracy, and seamless performance in demanding production environments.
This machine features an innovative design that includes a variable-speed AC drive for consistent torque, adjustable side guides, and an overhead conveyor for secure product handling during labelling. With its high efficiency, precision, and minimal maintenance requirements, the Automatic Double-Side Sticker Labelling Machine is ideal for industries such as pharmaceuticals, cosmetics, and food processing, providing unmatched reliability and performance.
Tailored Packaging Solutions for Every Business: Startups, SMEs, and Large Enterprises
At Harikrushna Machines Pvt. Ltd. (HMPL), we understand that businesses of all sizes—startups, small and medium enterprises (SMEs), and large-scale enterprises—have unique packaging needs.With over 12,500 packaging machines successfully installed in 65 countries, our expertise spans diverseindustries and business models. Whether you are just starting your entrepreneurial journey or are an established industry leader, HMPL is your partner in delivering customized, efficient, and innovative packaging solutions.
Empowering Startups for Success
HMPL understands the unique challenges that startup businesses face, including limited space, tight budgets, and evolving operational needs. To address these concerns, we design compact and cost-effective packaging machinery that maintains superior quality and performance. Moreover, we customize each machine to match your specific product line, packaging format, and production scale, ensuring maximum value for your investment. By partnering with HMPL, startups can efficiently streamline packaging processes, enhance productivity, and showcase their products with professionalism and precision, setting the stage for long-term success.
Driving Growth for SMEs
HMPL recognizes the evolving needs of small and medium enterprises and provides scalable packaging solutions that grow alongside their business. Our flexible systems are designed to meet current demands while seamlessly adapting to future expansion. Additionally, our high-efficiency machinery guarantees reliability, allowing SMEs to maintain competitive pricing and deliver exceptional product presentation. By enhancing operational efficiency, minimizing downtime, and ensuring compliance with stringent industry standards, our packaging solutions empower SMEs to succeed in their markets and achieve sustained growth.
Elevating Large Enterprises
HMPL equips large-scale enterprises with advanced, high-speed packaging machinery designed to meet complex production demands. Our cutting-edge machines ensure precision, durability, and exceptional performance, even in the most challenging environments. Furthermore, we streamline large-scale operations by automating processes and seamlessly integrating with existing systems. As a result, businesses experience enhanced efficiency, consistency, and profitability, making HMPL the ideal partner for optimizing high-volume production lines and diverse product portfolios.
Commitment to Customization and Innovation
At Harikrushna Machines Pvt. Ltd. (HMPL), we focus on understanding your unique business needs, regardless of size. Whether you’re a startup seeking compact solutions, an SME aiming for modular systems, or a large enterprise requiring high-capacity lines, we design our machines to align seamlessly with your goals. Leveraging cutting-edge technologies, we create packaging solutions that meet your current demands while preparing you for future opportunities. Additionally, our commitment to sustainable practices ensures that your operations remain efficient and environmentally responsible. By combining innovation, adaptability, and foresight, HMPL continues to empower businesses to achieve packaging excellence.
Global Expertise, Local Support
Our presence in over 65 countries has equipped us with a deep understanding of diverse markets and industries. This global presence strengthens our ability to anticipate trends, address unique business needs, and deliver tailored solutions. Moreover, we prioritize exceptional after-sales service, ensuring businesses receive ongoing support long after their initial engagement with us. By combining this commitment with dedicated local assistance, we empower enterprises to navigate competitive environments with reliability and confidence, enabling them to thrive and achieve sustained success.
HMPL delivers cutting-edge packaging solutions tailored to your specific needs, whether you’re introducing a new product, expanding operations, or refining large-scale production for liquid and viscous household cleaning products. With a commitment to quality and efficiency, we go beyond expectations to provide innovative designs that enhance product appeal and functionality. Moreover, thousands of satisfied clients across the globe rely on our expertise, benefiting from our unwavering dedication to excellence. By choosing HMPL, you secure a trusted partner who is ready to elevate your business, optimize your packaging processes, and drive long-term success in competitive markets. Let’s work together to take your business to new heights!
The Rising Significance of Viscous Liquid Packaging and the Ideal Solution: Viscous Filling Line
Viscous liquids play a vital role in modern food production, forming the backbone of countless products that consumers rely on daily. From honey to ketchup, mayonnaise to peanut butter, and jams to sauces, these products are indispensable in homes, restaurants, and food service establishments worldwide. As demand for these products continues to rise, ensuring their safe and efficient packaging has become more critical than ever. Packaging viscous liquids is not just about creating visually appealing containers. It’s about maintaining the highest standards of hygiene, preserving product integrity, extending shelf life, and enhancing consumer convenience. Proper packaging protects these products from contamination, keeps their texture and flavor intact, and ensures they reach consumers in perfect condition. For manufacturers, the right packaging system also increases efficiency, reduces waste, and meets market demands for both quality and quantity.
To address these needs, Harikrushna Machines Pvt. Ltd. (HMPL) has developed the state-of-the-art Viscous Filling Line—a game-changer in the packaging industry. Designed specifically for viscous products, this advanced system combines precision, speed, and versatility to deliver unmatched results. HMPL’s Viscous Filling Line can handle a wide range of container sizes, from compact 10 ml bottles to large 2000 ml jars, catering to diverse product requirements. What sets HMPL’s Viscous Filling Line apart is its impressive output speed of up to 300 products per minute. This remarkable performance ensures manufacturers can meet high production targets without compromising quality. The system’s flexibility allows seamless integration into existing production lines, making it a cost-effective and scalable solution for food companies of all sizes.
HMPL’s Viscous Filling Line incorporates cutting-edge technology to ensure precision filling with minimal waste. The system’s advanced features, including automated controls and customizable settings, allow manufacturers to tailor the process to their specific needs. Whether packaging thick peanut butter or smooth mayonnaise, the Viscous Packaging Line guarantees consistent and accurate results every time. Hygiene remains a top priority in the food industry, and HMPL’s solution is designed to meet the most stringent standards. Built with high-quality materials and equipped with easy-to-clean components, the Viscous Liquid Filling Line ensures a sterile environment throughout the packaging process. This focus on cleanliness not only protects the product but also aligns with regulatory requirements, giving manufacturers peace of mind.
Moreover, the system’s user-friendly interface and robust design make it easy to operate and maintain, reducing downtime and increasing overall efficiency. By investing in HMPL’s Viscous Filling Line, manufacturers gain a reliable partner that streamlines operations and enhances productivity. In today’s competitive market, the ability to package viscous liquids effectively is crucial for success. HMPL’s Viscous Liquid Filling Line provides the perfect solution, delivering speed, accuracy, and reliability in every operation. With this innovative system, manufacturers can elevate their packaging processes, meet consumer expectations, and lead the industry with confidence.
What Sets Viscous Liquids Apart from Regular Liquids?
Viscous liquids stand out from regular liquids due to their unique flow properties. Unlike water or juice, which flow effortlessly due to their low viscosity, viscous liquids like honey, ketchup, peanut butter, and spreads resist flow. Their thick, sticky nature presents distinctive challenges during packaging, making it a highly specialized process. Packaging viscous liquids demands precision. Their resistance to flow can lead to uneven distribution, spillage, or even product wastage without the right technology. Maintaining hygiene is another critical factor, as the sticky texture of these liquids makes them prone to contamination. For manufacturers, achieving accuracy and speed while dealing with these challenges can be daunting.
Harikrushna Machines Pvt. Ltd. (HMPL) has revolutionized the packaging of viscous liquids by developing cutting-edge machinery tailored to their specific needs. HMPL understands that packaging these products isn’t just about filling containers; it’s about preserving product integrity, ensuring safety, and optimizing efficiency. Our advanced Viscous Filling Line is engineered to tackle every challenge with precision and reliability.
This innovative system ensures even distribution of viscous products, eliminating inconsistencies and reducing waste. By leveraging advanced filling technologies, HMPL’s machines minimize spillage, ensuring each container is perfectly filled while maintaining a clean and hygienic operation. The result is packaging that meets the highest quality standards while enhancing consumer satisfaction. Efficiency is another hallmark of HMPL’s Viscous Packaging Filling Line. With the ability to handle a wide range of container sizes and an impressive output speed of up to 300 products per minute, the system delivers exceptional performance. Manufacturers can meet high production targets without compromising accuracy, helping them stay competitive in the fast-paced food industry.
HMPL’s commitment to innovation goes beyond just functionality. Our machines are designed for ease of use, with intuitive interfaces and low-maintenance components that maximize uptime. Each aspect of the system is optimized to provide a seamless packaging experience, allowing manufacturers to focus on delivering top-quality products to the market. By addressing the complexities of viscous liquid packaging head-on, HMPL sets a new benchmark in the industry. Our solutions not only ensure perfect packaging but also drive operational efficiency and reduce costs. With HMPL’s expertise, manufacturers can overcome the unique challenges of viscous liquids and achieve unparalleled success in packaging processes. Viscous liquids may resist flow, but with HMPL’s innovative solutions, packaging them has never been smoother or more efficient.
Viscous Filling Line: A Comprehensive Packaging Solution for Viscous Liquids
HMPL’s viscous filling line offers an integrated approach, covering every stage of the packaging process. Additionally, each machine is meticulously designed to complement the next, ensuring seamless performance and consistent results. This synchronization boosts efficiency and reduces downtime, helping manufacturers maintain high productivity levels. Consequently, the entire line delivers unmatched reliability and quality output.
Rotary/Linear Bottle Washing Machine
Cleanliness is paramount in packaging, and HMPL’s bottle washing machines ensure bottles are spotless before filling. Accordingly, these machines use high-pressure water or air jets to remove dust, contaminants, and residues from bottles of all shapes and sizes. Besides, their adaptability ensures they meet the hygiene standards of diverse industries. Because of their robust design, manufacturers experience fewer rejections due to contamination, safeguarding product integrity.
Turntable Machine
The turntable machine streamlines operations by directing bottles efficiently to the filling line. Additionally, its robust design reduces manual intervention and increases throughput, accommodating a wide range of bottle sizes and designs. During operation, it maintains smooth transitions between processes, minimizing bottlenecks. Consequently, manufacturers enjoy faster cycle times and increased overall efficiency.
Piston Filling Machine
At the heart of the packaging line, HMPL’s piston-filling machine excels in precision. Basically, these machines accurately fill bottles with viscous liquids, avoiding spillage and maintaining consistent volume. Although viscosities vary, from honey to mayonnaise, the machine handles all effortlessly. Afterward, the precise filling guarantees product quality while reducing wastage, saving costs in the long run.
Capping Machine
Capping machines secure bottles with airtight seals, preserving freshness and preventing leaks. Also, whether working with screw caps, flip tops, or customized closures, these machines deliver high-speed performance with unmatched accuracy. Before sealing, the machine inspects the caps for defects, ensuring every seal is perfect. Consequently, product shelf life extends, and customer satisfaction improves.
Visual Inspection Conveyor
Quality assurance plays a critical role in brand reputation. HMPL’s visual inspection conveyor identifies defects like underfilled bottles, damaged seals, or irregular shapes, ensuring only flawless products reach the market. Besides, the system quickly rejects faulty units, preventing them from continuing down the line. Because of this real-time quality control, manufacturers maintain consistent product standards and minimize recalls.
Sticker Labelling Machine
Labels are vital for branding and regulatory compliance. HMPL’s labelling machines apply stickers precisely, aligning them perfectly with bottle contours. Additionally, the speed and accuracy match the production line’s pace, ensuring seamless integration. Afterwards, the labelled bottles move smoothly to packaging or shipping. Altogether, this results in a professional appearance that strengthens brand identity.
HMPL delivers more than just standard machinery — we design fully customized packaging solutions tailored to your unique requirements. Whether you face space limitations or need to handle specific product sizes and materials, HMPL engineers systems that seamlessly integrate into your production environment. Additionally, our solutions prioritize efficiency and adaptability, ensuring smooth workflow integration regardless of how specialized your packaging demands may be. Because we focus on customization, you receive equipment that optimizes every aspect of your packaging process, reduces downtime, and enhances overall operational performance.
HMPL understands that every business runs at its own pace, which is why we tailor output speeds to match your precise production targets. By synchronizing machine performance with your goals, HMPL enables you to maximize productivity without sacrificing quality. Furthermore, our flexible, customer-centric approach empowers you to stay competitive by deploying packaging systems that evolve alongside your operational needs. Consequently, you gain not only advanced machinery but also a trusted partner committed to supporting your growth and success in a dynamic market.
Adapting to Diverse Viscous Liquids
HMPL’s viscous liquid filling line is a masterclass in versatility, handling a variety of viscous liquids with ease:
Honey: Honey’s sticky texture calls for exceptional precision, and HMPL’s advanced machines excel in delivering it. Designed for hygienic operations, these machines ensure smooth, drip-free filling, maintaining the purity and quality of honey in every container. With optimized efficiency and minimal waste, they preserve the natural goodness of this golden treasure, making them an ideal choice for honey producers seeking perfection.
Ketchup: Ketchup demands precise filling to ensure smooth consistency without air bubbles or uneven distribution. HMPL’s advanced machines excel in delivering perfectly filled bottles with unmatched accuracy and efficiency. Designed to maintain product quality, these machines streamline the packaging process, providing a seamless solution for ketchup producers focused on excellence.
Mayonnaise
Mayonnaise, with its creamy consistency, requires specialized handling to ensure perfect packaging. HMPL’s advanced equipment rises to the challenge by delivering contamination-free filling and secure, airtight sealing. By preserving freshness and extending shelf life, these machines offer an efficient and reliable solution tailored for mayonnaise producers focused on quality and excellence.
Peanut Butter
Peanut butter’s thick and dense texture demands precision, and HMPL’s advanced filling technology delivers flawlessly. These machines ensure smooth, uniform filling while minimizing waste, preserving both product quality and efficiency. Designed to handle the challenges of viscous products, HMPL’s solutions offer peanut butter producers a perfect blend of reliability and performance.
Jams and Preserves
HMPL’s advanced machines handle fruit jams and preserves with remarkable precision, ensuring smooth and even filling without any air pockets. By maintaining consistent quality and texture, these machines provide a flawless experience for consumers. Designed for efficiency and reliability, HMPL’s solutions streamline the packaging process for jam and preserve producers who prioritize excellence.
Sauces and Condiments
HMPL’s packaging line adapts seamlessly to the diverse viscosities and unique requirements of sauces and condiments, from tangy barbecue sauce to zesty mustard. These machines ensure precise filling, maintaining product consistency and quality with every batch. Built for versatility and efficiency, they streamline the packaging process, empowering producers to meet consumer demands effortlessly.
Spreads and Dressings
HMPL’s advanced machines handle spreads and salad dressings with precision, ensuring every bottle is filled with consistent quality and care. Designed to maintain product integrity, these solutions deliver smooth, drip-free filling for a flawless consumer experience. With efficiency and reliability at the core, HMPL empowers producers to package spreads and dressings effortlessly and effectively.
Pickles and Chutneys
HMPL’s advanced machinery tackles the unique challenge of packaging pickles and chutneys with precision, expertly managing both liquid and solid components. These machines ensure a perfectly balanced mix in every container, preserving flavour and consistency. Designed for efficiency and reliability, HMPL streamlines the packaging process, delivering solutions that meet the highest standards for pickle and chutney producers.
Unparalleled Features of HMPL’s Viscous Liquid Packaging Line
Precision and Consistency
HMPL’s packaging line is engineered for unmatched precision, ensuring every process—filling, sealing, or labelling—is executed flawlessly. These advanced machines deliver consistent results across thousands of units, maintaining quality and efficiency at every step. With a focus on reliability and performance, HMPL empowers producers to achieve perfection in every package.
Hygiene and Compliance
HMPL designs its machines to meet stringent international standards like GMP, ensuring top-level hygiene and safety throughout the packaging process. These machines actively maintain clean operations, protecting product integrity and consumer safety. By prioritizing compliance and sanitation, HMPL delivers reliable solutions that help producers exceed global quality expectations.
Flexibility and Scalability
HMPL’s machines adapt effortlessly to different bottle shapes, sizes, and product viscosities, offering unmatched flexibility in packaging. As production demands increase, these machines scale smoothly to keep pace, ensuring continuous efficiency. Built for growth and versatility, HMPL delivers long-term value that supports evolving business needs with ease.
Ease of Operation
Operators easily navigate HMPL’s intuitive and user-friendly machines, which require minimal training to master. Features like touch-screen controls simplify operation and boost efficiency. Designed with the user in mind, HMPL ensures smooth and hassle-free performance, making daily tasks straightforward and productive.
Robust Construction
HMPL builds its machines with high-grade materials to withstand the toughest production environments. These robust constructions ensure machines perform at their peak consistently, even under heavy use. Designed for durability and reliability, HMPL delivers equipment that stands strong and supports continuous, efficient operations.
Why Partner with Harikrushna Machines Pvt. Ltd.?
Proven Expertise
HMPL has successfully delivered over 12,500 installations across 65+ countries, showcasing a strong global footprint. Not only does this highlight our reliability, but it also underscores our ability to cater to diverse industry needs. Moreover, with 25+ years of experience, HMPL consistently raises the bar in packaging technology. In fact, we’ve become a trusted leader globally, setting benchmarks for quality and innovation.
Innovative Solutions
HMPL’s R&D team drives transformative innovation, creating solutions that redefine industry standards. For instance, they integrate cutting-edge technologies to enhance machine reliability and performance. What’s more, their commitment to staying ahead of market trends ensures our machines align with evolving demands. Ultimately, by pushing the limits of possibility, HMPL equips businesses to excel in a competitive landscape.
Customer-Centric Approach
HMPL places the customer at the heart of everything we do, tailoring machines to meet unique production needs. For example, we collaborate closely with clients to design systems that maximize efficiency. Likewise, our solutions integrate seamlessly into workflows, enhancing productivity. By and large, this approach builds enduring partnerships rooted in trust, satisfaction, and success.
Cost-Effective Excellence
HMPL delivers high-quality machinery at competitive prices, offering outstanding value to customers. To illustrate, our machines maintain superior performance and durability while remaining cost-efficient. Similarly, we help clients optimize their investments by designing robust systems built to last. All things considered, HMPL ensures businesses achieve excellence without exceeding their budgets.
Comprehensive Support
HMPL supports clients throughout their journey, from initial consultation to dependable after-sales service. For starters, we provide expert guidance in choosing the right solutions. Subsequently, our team ensures hassle-free installation and smooth operation. Over time, our commitment to ongoing support builds trust, giving customers peace of mind at every step.
Transforming the Future of Packaging
Partnering with HMPL means embracing a future driven by precision, innovation, and efficiency. Take, for example, our advanced systems, which excel in packaging viscous products like honey and mayonnaise with unmatched accuracy. Additionally, clients trust our expertise to meet their specific requirements and exceed expectations. In conclusion, HMPL is shaping the future of packaging with groundbreaking solutions that redefine industry excellence.
Viscous liquid packaging demands a perfect blend of expertise, innovation, and precision. First, manufacturers need machinery that can handle thick, sticky liquids with accuracy and efficiency. Second, they require solutions that maintain hygiene, reduce waste, and optimize production speed. Third, seamless integration with existing workflows is crucial for maintaining operational consistency. HMPL meets all these requirements with unmatched excellence, offering cutting-edge machinery designed specifically for viscous liquid packaging challenges.
By choosing HMPL’s advanced systems, manufacturers unlock multiple benefits. To begin with, our machines enhance operational efficiency, ensuring smooth and consistent packaging of products like honey, ketchup, and mayonnaise. Next, they elevate product quality by delivering precise filling, airtight sealing, and flawless labelling. Finally, manufacturers gain a competitive edge by improving production capacity while maintaining superior quality standards. With HMPL’s solutions, businesses can transform their packaging lines into powerful tools for growth and market success.
Join the global network of satisfied clients and experience the HMPL advantage. Together, let’s redefine the standards of viscous liquid packaging and create a future of excellence.
loading...
✓
Thank You!
Your enquiry has been received. Our team will contact you shortly with the right solution.