
Pharmaceutical packaging refers to the process and materials used to protect, preserve, and present pharmaceutical products from the point of production to their final use. This packaging is crucial for maintaining the efficacy, safety, and quality of medications and includes various types of packaging:
Primary Packaging: Directly holds pharmaceutical products, such as bottles, vials, ampoules, and dental cartridges etc.
Secondary Packaging: Contains the primary packaging and provides additional protection and information, such as cartons, boxes, and labels.
Pharmaceutical packaging must meet stringent regulatory standards to ensure it protects the product from contamination, degradation, and tampering, while also providing essential information and ensuring patient safety.

Pre-filled syringe packaging is a specialized form of pharmaceutical packaging designed to hold and protect pre-measured doses of medication in a ready-to-use syringe format. This type of packaging is crucial for ensuring the sterility, safety, and integrity of the medication from the manufacturing process to the point of administration. Pre-filled syringe packaging is commonly used for vaccines, biologics, and other injectable medications, offering convenience, precision, and enhanced safety over traditional vial and syringe combinations.
Dental cartridge packaging is a specialized form of pharmaceutical packaging designed to protect and deliver dental anesthetics in pre-measured cartridges. These cartridges are used in dental procedures to provide local anesthesia and must maintain the sterility and integrity of the anesthetic solution. Dental cartridge packaging provides convenience and safety for dental practitioners, allowing for the quick and efficient administration of local anesthesia during dental procedures.


The nasal spray bottle packaging is made to ensure the safe, effective, and convenient delivery of nasal medications. Typically made from durable, high-quality plastic such as HDPE or PET, these bottles are lightweight and shatterproof, maintaining the sterility and integrity of the medication. The design includes a precision nozzle for accurate dosing and a protective cap to prevent contamination. Clear labelling provides essential information such as dosage instructions, active ingredients, and expiration dates.
Ampoules are crucial for the safe delivery of injectable medications. Ampoules are lightweight, shatterproof, and designed for single use, ensuring sterility and minimizing contamination. Features such as ease of use enhance product integrity and user convenience. Clear labelling aids in accurate dosing and administration, adhering to stringent pharmaceutical standards. This robust packaging solution ensures the efficacy and safety of pharmaceutical products from manufacture to patient administration.


Vial packaging for liquid formulations is essential in the pharmaceutical industry to ensure the safety, stability, and efficacy of medications. Liquid vial packaging involves the use of sterile glass or plastic vials, which are sealed with rubber stoppers and aluminum caps to maintain the sterility and integrity of the contents. These vials are designed to be compatible with syringes and other delivery systems for precise dosing.
Dry powder vial packaging, on the other hand, typically involves lyophilized (freeze-dried) formulations stored in glass vials to preserve their stability and shelf life. These vials are also sealed with rubber stoppers and aluminum caps, often accompanied by a separate diluent for reconstitution prior to administration. Both types of vial packaging require stringent quality control measures, including clear labeling, and compliance with regulatory standards to ensure the safe and effective delivery of pharmaceutical products.


Eye drop and Ear drop packaging typically involves small, sterile plastic or glass bottles with built-in dropper tips for precise dosing. These bottles feature caps, and clear labeling for instructions and dosage, ensuring safety and ease of use. The packaging is designed to maintain sterility and stability of the medication, complying with pharmaceutical standards for effective delivery to patients.
Oral liquid, syrup, and suspension bottle packaging involves using sterile, often amber-colored plastic or glass bottles to protect the medication from light and contamination. These bottles come with labeling for dosage and usage instructions. The packaging is designed to ensure the stability and integrity of the liquid medication, providing safe and accurate dosing for patients.

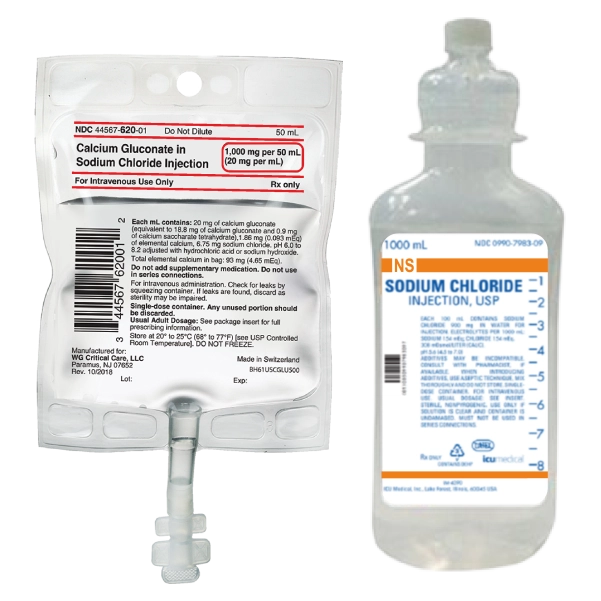
IV bottle and IV bag packaging are crucial components in the safe and effective delivery of intravenous medications and fluids in healthcare settings. IV bottles, typically made from clear plastic, feature sealed closures with rubber stoppers and aluminium caps to maintain sterility and prevent contamination. IV bags, made from flexible sterile plastics, accommodate larger volumes of fluids and medications and are designed for easy hanging during infusion.
Respules and Water for Injection (WFI) are vital components of pharmaceutical packaging, each serving distinct purposes in healthcare settings. Respules, typically enclosed in single-use plastic ampoules or vials, contain sterile liquid medications for inhalation therapies. Their sealed design ensures sterility and facilitates safe, easy administration with clear labelling for dosage instructions and product information. In contrast, Water for Injection (WFI) is crucial for pharmaceutical manufacturing and dilution, stored in sterile containers made from high-grade plastic. These containers feature secure seals and precise labelling to maintain purity and comply with stringent regulatory standards, essential for ensuring the integrity and safety of pharmaceutical processes and formulations.


Tube packaging in the pharmaceutical industry is essential for delivering various topical medications, ointments, creams, and gels. These tubes are typically made from aluminium or plastic, ensuring protection from light, air, and contamination to maintain the stability and efficacy of the contents. The design often includes a sealed nozzle or cap for controlled dispensing, ensuring accurate dosage and minimizing waste. Clear printing on the tube provides essential information such as medication name, strength, usage instructions, and expiry date, facilitating safe and effective application by healthcare professionals and patients. Tube packaging is versatile, portable, and convenient, making it a preferred choice for a wide range of pharmaceutical products.
Mono-carton packaging refers to single-layer paperboard cartons used for secondary packaging in various industries, including pharmaceuticals. These cartons are essential for protecting and organizing products such as medicines during storage, transportation, and display. Mono cartons are typically made from sturdy paperboard materials that provide strength and rigidity, ensuring the safety and integrity of the enclosed items. Mono-carton packaging plays a critical role in maintaining product quality, enhancing shelf appeal, and facilitating efficient distribution in the pharmaceutical sector.
Dry syrup powder is a specialized pharmaceutical formulation commonly used for antibiotics and other medications intended for pediatric and geriatric patients who may find swallowing pills challenging. This formulation comes in powder form, requiring reconstitution with a specific amount of water before administration, which makes it easier for consume. By keeping the medication in powder form until it’s ready for use, dry syrups offer a flexible dosing option that enhances patient convenience, especially for young children and older adults.Dry syrup powders provide significant advantages in terms of shelf life, storage, and transport. Because the active ingredients remain stable in dry form, the shelf life of the product is extended compared to liquid suspensions. The dry state also reduces weight and bulk, easing transport and storage needs without requiring refrigeration. Additionally, the reconstitution process ensures accurate dosing, while the liquid form after mixing is easier for patients to ingest. To support this process, specialized dry syrup powder filling machines are used in pharmaceutical manufacturing, delivering precise and hygienic filling and sealing for reliable, patient-ready packaging.