The modern industrial manufacturing landscape requires an uncompromising fusion of precision engineering, high-speed automation, and unwavering regulatory compliance. At the very core of these complex operations is the automatic liquid filling machine. Whether a facility is processing highly viscous cosmetic creams, corrosive agrochemical pesticides, or hyper-sterile pharmaceutical injectables, the operational efficiency of the packaging line directly dictates the overarching profitability of the entire plant.

As global supply chains become more demanding, reliance on outdated, manual, or semi-automated packaging processes is no longer a viable business strategy. This comprehensive guide explores the deep engineering principles behind advanced liquid filling systems, details the critical components of complete turnkey packaging lines, and examines how industries ranging from food and beverage to pharmaceuticals are leveraging an advanced automatic liquid filling machine to achieve unprecedented throughput and regulatory mastery.
Understanding Fluid Dynamics for an Automatic Liquid Filling Machine
The most fundamental engineering challenge in liquid packaging is managing the unique physical characteristics of the product being dispensed. Liquids behave radically differently under pressure, temperature variations, and kinetic movement. Applying a generalized, one-size-fits-all approach to filling machinery inevitably leads to catastrophic product waste, inconsistent dosing, and severe mechanical downtime.
The Critical Role of Viscosity in Pump Selection
Viscosity—the scientific measure of a fluid's resistance to flow—is the primary defining metric that must dictate the selection of your automatic liquid filling machine's pump and nozzle architecture. Free-flowing liquids, possessing a water-like viscosity, behave predictably but require careful handling to prevent splashing and product aeration. For these applications, engineers typically deploy standard volumetric systems utilizing highly sanitary peristaltic pumps. Peristaltic pumps ensure absolute sterility, as the liquid only makes contact with the internal flexible tubing, entirely bypassing the mechanical components of the pump itself.
Conversely, semi-viscous to highly viscous liquids present entirely different flow dynamics. Products such as heavy edible oils, cosmetic creams, honey, and petroleum jelly flow sluggishly and require immense mechanical assistance to move from the hopper to the container. For these challenging formulations, manufacturers must deploy piston filling machines or highly pressurized, servo-driven automatic liquid filling machine setups. Piston pumps provide the necessary pneumatic or mechanical force required to handle high-viscosity liquids, precisely pushing the heavy product out through the filling nozzle and severing the liquid stream cleanly to prevent dripping.
Engineering Solutions for Foaming and Suspended Particulates
Certain liquid formulations, particularly heavy-duty detergents, dairy products, and specialized chemical solutions, are inherently prone to severe foaming when agitated or dispensed at high velocities. To combat this phenomenon, advanced volumetric systems utilize a highly synchronized diving nozzle system.
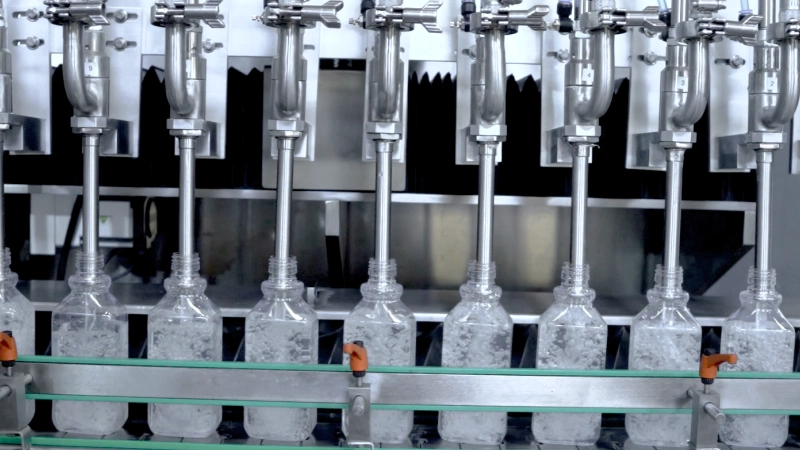
In this mechanical configuration, the filling nozzles descend deeply into the container before the dispensing cycle initiates. As the liquid level gradually rises, the nozzle slowly retracts in perfect synchronization, ensuring the dispensing tip remains submerged below the surface of the liquid throughout the entire fill cycle. This sub-surface filling technique entirely eliminates the aeration that causes foaming, allowing for maximum operational speeds without the risk of product overflow.
Furthermore, liquids containing suspended particulates—such as pulpy citrus juices in the beverage industry or suspended active solids in certain agrochemical slurries—require specialized engineering. The internal pathways, valves, and pump chambers of the automatic liquid filling machine must be adequately sized and contoured to allow particulates to flow unhindered. This careful sizing prevents the clogging of nozzles and ensures a uniform, homogenous distribution of the solid particulates within every single container processed on the line.
Core Technologies: Categorization of Liquid Filling Machines
The selection of appropriate filling machinery is intrinsically linked to the facility's required bottles per minute (BPM), the desired level of labor automation, the available footprint, and the specific industry application.
Automatic Volumetric Liquid Filling Machines
Automatic volumetric fillers serve as the primary workhorses of the global packaging industry. State-of-the-art systems, such as the Automatic Volumetric Liquid Filling Machine engineered for 15mm to 90mm diameter glass and PET bottles, operate utilizing hyper-precise syringes and adjustable dosing blocks. The hallmarks of elite automatic liquid filling machine systems include several critical engineering features:
- High Precision Tolerances: Advanced machines guarantee a ± 1% filling accuracy tolerance on a single dose. This precision is critical for expensive pharmaceutical or chemical formulations where a 2% overfill across a million units results in massive financial losses.
- Intelligent "No Bottle, No Filling" Mechanisms: Integrated smart sensors continuously monitor the presence of a container on the conveyor belt. If a spatial gap is detected, the machine's PLC instantly halts the specific nozzle operation for that position, preventing product waste.
- GMP-Compliant MOC Standards: To comply with strict Good Manufacturing Practice (GMP) requirements, the heavy-duty frame structures feature MS painted cladding with access doors constructed of SS 304. Crucially, every single component that makes direct contact with the liquid product must be manufactured from premium SS 316 stainless steel to prevent corrosion, pitting, and ensure absolute sanitation.
| Machine Configuration | Throughput Range (BPM) | Material Compliance | Optimal Fluid Types |
|---|---|---|---|
| 2-Head Entry System | 10 - 20 BPM | SS 304 / SS 316 Contact Parts | Free-flowing Liquids, Low Viscosity Syrups |
| 4-Head / 6-Head Modular | 30 - 60 BPM | SS 316 Premium Contact Parts | Semi-viscous Oils, Standard Chemicals |
| 12-Head Servo-Driven | 100 - 120 BPM | Full GMP SS 316L Framework | Highly Viscous Creams, Foaming Detergents |
These automatic systems are highly modular and scalable, available in diverse configurations ranging from entry-level 2-head systems scaling up to massive 12-head servo-driven systems capable of sustaining 100 to 120 Bottles Per Minute during continuous 24/7 operations.
Semi-Automatic Piston Filling Machines
While a fully automatic liquid filling machine dominates high-volume manufacturing, semi-automatic piston filling machines offer immense strategic value for smaller operations, pilot plants, and facilities handling extremely viscous materials in smaller, diverse batches. The primary advantage of semi-automatic machinery is extraordinary flexibility. They require lower initial capital investment, feature significantly shorter changeover times due to their simpler mechanics, and allow facilities to rapidly pivot production between vastly different product formats and viscosities with minimal engineering intervention.
Architectural Integration: Designing Turnkey Packaging Lines
A high-speed filling machine, regardless of its precision, cannot operate efficiently in an isolated vacuum. To realize true industrial ROI, manufacturers must implement complete turnkey packaging lines where every upstream and downstream process is seamlessly automated, synchronized, and monitored.
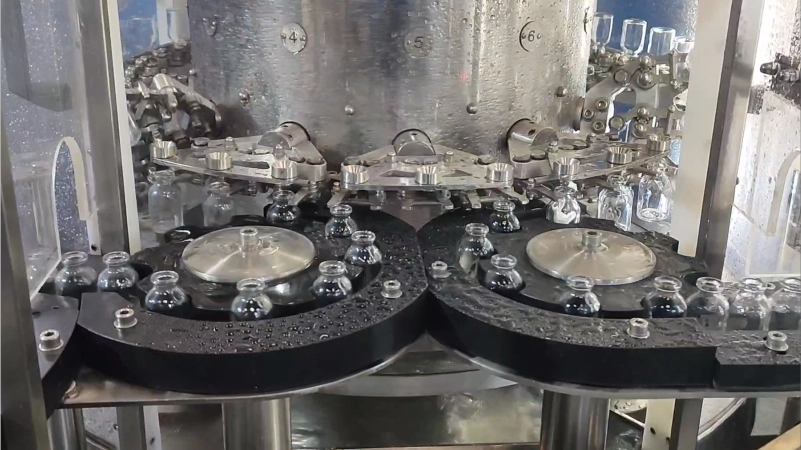
Phase 1: Precision Washing and Absolute Sterilization
Before the automatic liquid filling machine process can commence, containers must be impeccably clean. Automatic rotary bottle washing machines utilize sequential, high-pressure jets of water, compressed air, and specialized chemical cleaning agents to remove dust and microscopic particulates. In the highly regulated pharmaceutical sector, this washing phase is immediately followed by passage through advanced Sterilization Tunnels. These massive thermal units subject glass vials or ampoules to extreme dry heat, ensuring absolute sterility and the destruction of all pyrogens before the containers are allowed to enter the highly classified cleanroom filling environment.
Phase 2: Hermetic Sealing and Capping Machinery
Once the precise volume of liquid is dispensed, the container must be immediately and securely sealed to maintain product integrity, prevent oxidation, and secure it against contamination. Continuous thread cappers use sets of matched, precisely calibrated discs to spin caps down onto bottles as they move rapidly along a conveyor system. Vibratory bowls or mechanized elevators act as auxiliary equipment, automatically feeding the caps into the sorting chute to ensure a continuous supply. For comprehensive system setups, advanced Sealing and Capping Machinery ensures hermetic integrity across vast production batches.
For the distillery and pharmaceutical industries, Roll-On Pilfer-Proof (ROPP) capping machines are the standard. A specialized, rapidly rotating capping head descends, and precision rollers form the threads directly onto the bottle while simultaneously tucking a tamper-evident ring under the neck finish, providing both a hermetic seal and undeniable tamper evidence.

Phase 3: Traceable Labeling and End-of-Line Packaging
The final stages of the turnkey line involve high-speed automatic sticker labeling machines. These versatile units can apply wrap-around labels on round bottles, or execute precise double-sided label applications on flat containers, at speeds that perfectly match the upstream equipment. For advanced compliance, particularly in pharmaceuticals, these labeling machines are inextricably integrated with 21 CFR Part 11 compliant computer systems, ensuring rigorous digital traceability and immutable audit trails.
Following the labeling phase, shrink sleeve applicator machines apply full-body graphical sleeves or tamper-evident neck bands. The containers then pass through specialized shrink tunnels, utilizing controlled heat to conform the plastic seamlessly. Finally, automated case packers and highly accurate multihead weighers prepare the individual units for palletizing, ensuring the final shipped product meets all weight regulations prior to global distribution.
Sector-Specific Compliance and Application Engineering
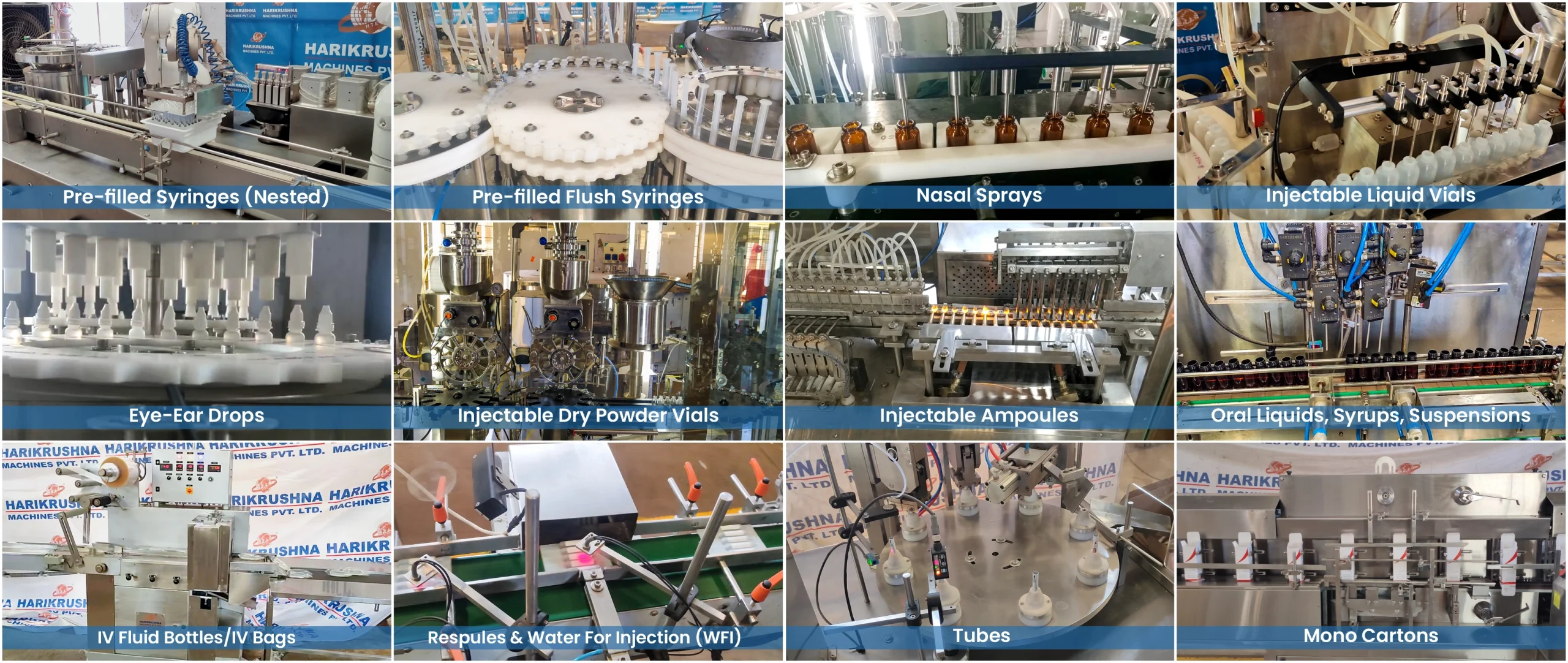
Advanced Pharmaceutical Packaging Lines
The pharmaceutical industry operates under the most stringent, unforgiving regulatory environments globally. Injectable medications, which bypass the human digestive system and enter the bloodstream directly, require packaging architectures that guarantee absolute sterility, stability, and impenetrable Container Closure Integrity (CCI). Highly sophisticated Pharmaceutical Packaging Lines managing vials—whether utilizing moulded glass for structural mechanical stability or tubular borosilicate glass for high precision and thermal resistance—must be handled with extreme care to prevent micro-fractures during high-speed transit from the automatic liquid filling machine.
Furthermore, Water for Injection (WFI) containers represent the absolute pinnacle of sterile packaging requirements. They must be manufactured with high-grade, infinitely secure seals to maintain absolute purity, preventing any microscopic ingress of environmental contaminants that could catastrophically compromise life-saving medical formulations. The industry is also seeing a massive shift toward advanced robotic pre-filled syringe (PFS) filling and stoppering machines.
Chemical and Agrochemical (Pesticide) Operations
The packaging of industrial pesticides, concentrated fertilizers, and raw chemicals presents unique, life-critical hazards. These liquid formulations are frequently highly toxic, intensely corrosive, and volatile. The entire packaging line in these facilities must be constructed with specialized anti-corrosive materials. Filling accuracy is paramount, not merely for corporate cost control, but to strictly comply with severe environmental and safety regulations regarding the transport of hazardous materials. Automatic induction cap sealing machines are heavily utilized in this sector to fuse a foil seal across the bottle opening, providing a hermetic barrier that prevents dangerous leaks during transit.
Distillery and Premium Beverage Processing
In the global distillery sector, packaging operations must preserve the precise, delicate chemical composition of high-value alcoholic beverages—like premium whisky, aged rum, and distilled vodka—while simultaneously maximizing consumer shelf appeal through flawless presentation. Filling machines in distilleries must handle high-proof, highly flammable alcohol safely. This often necessitates the engineering of explosion-proof electrical enclosures and entirely pneumatic control systems to eliminate ignition risks. Furthermore, the equipment must handle premium glass bottles delicately to prevent any visual scratching or scuffing, and apply highly secure closures—like natural cork stoppers or ROPP aluminum caps—to prevent oxidation and the disastrous evaporation of volatile aromatic flavor compounds.
Technical Frequently Asked Questions (FAQs)
Optimizing Production with Turnkey Packaging Solutions
The strategic transition from outdated manual or disjointed processes to fully integrated, turnkey packaging lines represents one of the most significant operational upgrades a manufacturing facility can execute. By deeply understanding the specific rheological requirements of a product's viscosity and the exact tolerances legally required by industry regulations, industrial manufacturers can drastically reduce waste, guarantee compliance, and maximize long-term throughput.
When evaluating capital equipment investments, partnering with a machinery manufacturer that understands the complex nuances of complete line integration—spanning from sterile washing and an advanced automatic liquid filling machine to high-speed digital labeling and automated case packing—is not just an operational choice; it is a foundational requirement for long-term industrial dominance.











")
")