Pharmaceutical manufacturing requires absolute precision. Even a single defective ampoule or vial reaching the market can put patient safety at risk, lead to expensive recalls, and harm brand reputation. Traditional manual inspection methods find it difficult to maintain consistent accuracy on high-speed production lines, where human fatigue and subjective judgment introduce variability.
AI-powered multi-functional inspection systems for ampoules and vials offer a game-changing solution to these problems. These intelligent systems use advanced machine vision and artificial intelligence algorithms to identify defects that may go unnoticed by humans. Whether it’s tiny cracks, foreign particles, incorrect fill levels, or misaligned labels, automated inspection technology provides unmatched reliability.
The integration of pharmaceutical quality control automation addresses critical industry needs:
Consistent accuracy across millions of units inspected daily
Real-time defect detection prevents faulty products from progressing downstream
Understanding how AI improves quality inspection in pharma manufacturing has become essential for manufacturers seeking to balance production efficiency with uncompromising quality standards.
Understanding AI-Based Inspection Systems in Pharma
An AI-based inspection system combines sophisticated hardware and intelligent software to scrutinize pharmaceutical containers with unprecedented precision. These systems integrate high-resolution cameras, specialized lighting configurations, and deep learning algorithms that work together to identify defects invisible to the human eye.
How AI-Based Inspection Systems Work?
Machine vision inspection technology forms the foundation of these intelligent solutions. Here’s how it works:
Image Capture: Industrial-grade cameras capture multiple images of each ampoule or vial from various angles.
Image Analysis: AI algorithms analyze these images in milliseconds.
Defect Detection: The system identifies defects based on patterns learned from thousands of reference images.
The Vision-Based Defect Detection Process
The vision-based defect detection process involves several key components:
Pattern recognition trained on thousands of reference images
Real-time image processing that evaluates colour, shape, and texture
Adaptive learning capabilities that improve detection accuracy over time
Classification systems that distinguish between acceptable variations and critical defects
Advantages of AI-Based Inspection Systems
The intelligent inspection solution offers several advantages over manual inspection:
Eliminates inconsistencies inherent in manual inspection
Maintains constant vigilance across every unit
Applies identical criteria regardless of production volume or shift duration
Applications in the Pharmaceutical Industry
Advanced inspection technology for pharma companies leverages neural networks specifically trained for pharmaceutical packaging. Here are some applications:
Recognizing anomalies in fill levels
Detecting microscopic cracks in glass containers
Verifying label placement accuracy
Assessing seal integrity
Continuous Improvement through AI Machine Vision
The AI machine vision for defect detection in packaging continuously refines its detection parameters based on production data. This creates a self-improving quality control mechanism that adapts to new packaging formats and regulatory requirements.
Key Features of AI-Powered Multi-Functional Inspection System for Ampoules & Vials
Modern multi-functional inspection systems deliver unprecedented precision through advanced technological capabilities designed specifically for pharmaceutical container inspection. These camera-based inspection systems achieve 100% inspection accuracy by analyzing every single unit on the production line in real-time, eliminating the possibility of defective products reaching end users.
The high-speed bottle inspection architecture employs sophisticated multi-camera setups that capture images from multiple angles simultaneously. This 360-degree coverage ensures comprehensive analysis of each container, with strategically positioned cameras detecting defects that single-view systems might miss. The glass ampoule inspection system technology processes thousands of units per minute without compromising detection quality.
Critical Inspection Parameters Monitored by Automatic Bottle Inspection Machines
Critical inspection parameters monitored by these automatic bottle inspection machines in India include:
Packaging defects: Cracks, chips, scratches, and structural deformities in glass or plastic containers
Label verification: Correct placement, orientation, readability, and authenticity of product labels using advanced optical character recognition
Barcode scanning: Validation of serialization codes for track-and-trace compliance
Seal integrity: Detection of compromised caps, missing closures, or improper crimping through automated rubber seal inspection
Fill levels: Precise measurement of liquid volume to ensure dosage accuracy
Surface conditions: Identification of contamination, particulate matter, or discolouration
The system’s intelligent algorithms continuously adapt to different product specifications, container types, and quality standards without requiring extensive reprogramming. This flexibility makes the technology suitable for diverse pharmaceutical manufacturing environments handling various ampoule and vial formats.
Additionally, these systems are designed with a robust framework that adheres to stringent regulatory standards such as those outlined in the FDA’s guidelines, ensuring not only efficiency but also compliance in the highly regulated pharmaceutical industry.
Benefits of Automated Visual Inspection in Pharmaceutical Manufacturing
Implementing AI visual inspection for pharma operations delivers measurable improvements across safety, compliance, and operational metrics. These systems address critical challenges facing modern pharmaceutical manufacturers while supporting business objectives.
Product Safety & Regulatory Adherence
Automated visual inspection systems ensure every ampoule and vial meets stringent quality standards before reaching patients. The technology provides complete documentation trails required for FDA 21 CFR Part 11 compliance, including electronic signatures and audit-ready records. EU FMD requirements for serialization verification become manageable through integrated barcode scanning and data capture capabilities. This level of documentation protects manufacturers during regulatory audits and product recalls.
Operational Excellence on High-Speed Lines
High-speed AI inspection for ampoule filling lines maintains accuracy even at production rates exceeding 300 units per minute. Advanced algorithms distinguish between genuine defects and acceptable variations, reducing false rejects by up to 40% compared to manual inspection methods. Production lines experience fewer interruptions, maintaining consistent throughput, while quality control automation in pharma eliminates bottlenecks associated with human inspection fatigue.
Financial Impact
The benefits of automated visual inspection for ampoules extend to the bottom line through multiple channels:
Elimination of dedicated inspection personnel reduces labor costs by 60-70%
Prevention of non-compliance penalties that can reach millions in fines
Decreased product waste from improved reject accuracy
Lower insurance premiums through demonstrated quality commitment
Integration & Traceability in Pharmaceutical Packaging Lines
Modern automatic inspection systems for pharmaceutical packaging lines must function as intelligent nodes within a broader manufacturing ecosystem. AI-powered inspection machines designed for ampoules and vials connect directly with existing Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP) systems, enabling real-time data capture at every inspection point. This integration with MES and ERP systems transforms raw inspection data into actionable intelligence, creating comprehensive digital records that track each product unit from production through distribution.
Importance of Data Traceability
Data traceability in pharmaceutical packaging serves as the foundation for regulatory compliance and quality assurance.
The inspection system automatically generates detailed reports documenting:
Batch-specific inspection results with timestamp accuracy
Individual product images and defect classifications
Statistical process control data for trend analysis
Complete audit trails meeting FDA 21 CFR Part 11 requirements
Benefits of the Remote Diagnostic Inspection System
The remote diagnostic inspection system capability adds another layer of operational efficiency.
Technical specialists can access system performance metrics, troubleshoot issues, and implement software updates without physical presence on the production floor. This proactive maintenance approach minimizes unplanned downtime and ensures consistent inspection performance across multiple production shifts.
Real-time alerts notify operators of potential calibration drift or component wear, allowing scheduled interventions before quality issues emerge.
Application Areas & Industry Use Cases
Ampoule inspection system technology addresses critical quality control needs across injectable pharmaceutical production. Glass ampoules containing vaccines, biologics, and sterile solutions require meticulous examination to detect cracks, chips, or contamination before distribution. The vial inspection machine performs equally rigorous checks on both glass and plastic vials used for liquid medications, suspensions, and lyophilized products.
Pharmaceutical packaging automation by Harikrushna delivers targeted solutions for diverse manufacturing scenarios:
Small-batch speciality drugs: Precision inspection for high-value biologics and personalized medicines where every unit matters
High-volume generic production: High-speed AI inspection for ampoule filling lines processing thousands of units per hour without compromising accuracy
Contract manufacturing operations: Flexible systems adaptable to varying product specifications and client requirements
The AI-powered systems excel at identifying multiple defect categories simultaneously:
Fill-related problems: Underfilled or overfilled containers, inconsistent liquid levels
Seal integrity: Compromised closures, missing caps, improper crimping
For ensuring the container closure integrity, which is crucial in maintaining the sterility and efficacy of pharmaceutical products, Harikrushna Machines also incorporates advanced testing technologies.
Moreover, Harikrushna Machines designs scalable inspection architectures that accommodate production lines ranging from pilot-scale operations to full-scale commercial manufacturing facilities. This ensures consistent quality standards regardless of output volume. Their expertise extends into the realm of packaging inspection equipment, providing comprehensive solutions that encompass all aspects of pharmaceutical packaging automation.
Future Trends & Technological Advancements in AI Inspection Systems
The pharmaceutical packaging industry is on the verge of significant technological breakthroughs. Adaptive learning models represent the next generation of advanced inspection technology for pharma companies, enabling systems to analyze historical defect patterns and predict potential quality issues before they occur on production lines. These predictive capabilities allow manufacturers to take proactive measures instead of reactive ones.
Real-time optimization through AI analytics transforms production environments into intelligent ecosystems. AI machine vision for defect detection in packaging now goes beyond simple identification to continuously improving processes. Systems analyze inspection data streams to recommend adjustments in filling speeds, lighting conditions, or camera angles, maximizing detection accuracy while minimizing false rejections.
The future for AI-powered ampoule and vial inspection machines looks promising:
Speed enhancements enabling inspection rates exceeding 600 units per minute without compromising accuracy
Precision improvements in detecting microscopic defects as small as 50 microns
Scalability solutions allowing seamless expansion from pilot lines to full-scale production facilities
Leading AI inspection systems manufacturers in India are developing neural networks capable of distinguishing between harmless cosmetic variations and critical quality defects with 99.9% accuracy. These advancements position AI-Powered Multi-Functional Inspection Systems for Ampoules & Vials as essential tools for pharmaceutical manufacturers dedicated to maintaining competitive advantages in quality assurance.
Why Choose Harikrushna Machines for Your Inspection Needs?
Harikrushna Machines Pvt. Ltd. is a trusted AI inspection systems manufacturer in India, with decades of experience in automating pharmaceutical packaging. We have become a reliable partner for pharmaceutical manufacturers who need precise solutions that meet the highest quality standards.
Our Harikrushna Machines inspection systems offer unique advantages that make them stand out among other pharmaceutical inspection equipment:
Customizability at Scale: Each system is designed to meet specific production needs, whether it’s for small-batch speciality drugs or large-scale generic manufacturing. The modular design allows for easy adjustment to different ampoule and vial formats without major changes.
Comprehensive Technical Support: Our team of engineers provides complete assistance from the initial consultation to installation, validation, and ongoing maintenance. This includes on-site training programs to help operators make the most of the system’s capabilities.
Regulatory Compliance Focus: All our solutions for pharmaceutical packaging automation are created with built-in features to comply with FDA 21 CFR Part 11, EU FMD, and other international standards. We also provide documentation packages to support validation protocols and audits.
Innovation-Driven Development: We continuously invest in research and development to integrate the latest AI algorithms and machine vision technologies into our smart inspection solutions by Harikrushna, ensuring our clients have access to advanced capabilities.
Our commitment goes beyond delivering equipment; we strive to build long-term partnerships that promote manufacturing excellence and prioritise patient safety.
At Harikrushna Machines Pvt. Ltd. (HMPL), we are proud to announce a groundbreaking strategic Representative with Nelden Industry S.R.L., Italy — a European leader in bottling and packaging technology. This collaboration marks a significant milestone in our journey to bring cutting-edge, globally trusted solutions to India’s fast-evolving beverage and liquid packaging industry.
By becoming the official India representative of Nelden Industry, HMPL now delivers European-grade, high-speed bottling and packaging systems tailored for Indian operations.Backed by localized support, technical expertise, and efficient service networks, we are set to transform how Indian beverage manufacturers operate.
Bringing European Innovation to India as a Trusted Representative
As the official representative of Nelden Industry in India, this collaboration bridges Italian engineering excellence with India’s dynamic and rapidly growing beverage manufacturing sector.
Founded in 2002 and based in the renowned wine-producing region of Pavia, Italy, Nelden Industry specializes in turnkey bottling and packaging solutions for a wide range of still and carbonated liquids — across glass, PET, HDPE bottles, and cans.
Nelden brings decades of engineering knowledge, precision craftsmanship, and technical innovation to the table. Their expertise spans Monoblock filling, rinsing, and capping systems, all designed to deliver superior hygiene, safety, flexibility, and production speed. Together, HMPL and Nelden offer a one-stop solution for the Indian beverage industry.
The Power of Turnkey Solutions
As the official representative of Nelden Industry in India, HMPL is now equipped to supply custom-engineered, fully integrated lines to Indian manufacturers — covering every stage from product filling and container rinsing to cap handling, labelling, and final packaging. These advanced systems cater to a wide range of applications, including:
Still and sparkling water
Carbonated soft drinks (CSD)
Juices (with or without pulp)
Energy and isotonic drinks
Craft and commercial beers
Malt beverages and cocktails
Spirits, liquors, and wines
Dairy-based beverages and flavoured milk
Functional and flavoured waters
Nelden’s systems are built for performance, flexibility, and scalability — meeting production demands from 1,500 up to 80,000 containers per hour, depending on the configuration and format.
GIOVE Series: Flexible Filling for Still Products
The GIOVE Series Monoblocks are ideal for filling still beverages. These machines integrate rinsing, gravity/vacuum-based filling, and capping into a single compact unit. The system supports:
Glass and PET bottles
Sizes ranging from 50 ml to 20 liters
Gravity, light pressure, or vacuum-based filling
Net weight filling via integrated load cells
Volumetric control using mass or magnetic flowmeters
With output capacities reaching up to 50,000 bottles per hour, the GIOVE Series offers unmatched versatility for beverages like juices, wines, waters, and liquors.
URANO Series: Precision for Carbonated Beverages
For carbonated and high-CO₂ beverages, the URANO Series brings isobaric filling technology into action. These machines handle:
Sparkling water and sodas
Beer and malt drinks
Sparkling wines and ciders
Energy drinks and carbonated cocktails
URANO systems ensure precision and product integrity through features like:
Pre-evacuation or double pre-evacuation
Self-levelling for glass bottles
Volumetric PET bottle filling
Degassing for product stability
They accommodate a wide range of bottle shapes and sizes and can achieve up to 50,000 bottles per hour.
URANO Cans: Efficient Canning with Volumetric Accuracy
The URANO CANS Series also offers advanced solutions for aluminium can packaging. Designed to handle still and carbonated drinks, these Monoblocks feature:
Volumetric electronic filling with no can lifting jacks
Quick format change without valve replacement
Reduced setup time and low maintenance
High-speed operation up to 80,000 cans per hour
Products suited for URANO Cans include:
Sparkling water, CSD
Beer and cider
Energy drinks and isotonic beverages
Clear and pulpy juices
With customisation available for hot filling, pulp dosing, and ultraclean configurations, Nelden’s canning systems adapt effortlessly to India’s diverse beverage segments.
The Complete Line — Beyond Just Filling
HMPL’s representation of Nelden Industry goes far beyond just supplying machinery. We offer end-to-end project execution and comprehensive lifecycle support, including:
Technical Consultation: We assess your plant layout, product characteristics, and operational requirements to recommend a tailored solution.
Project Engineering: Nelden’s team designs the complete line, ensuring efficiency, safety, and hygiene from bottle handling to final packaging.
Manufacturing: All equipment is precision-built in Italy using advanced manufacturing techniques and premium materials like AISI 304/316 stainless steel.
Shipping & Installation: HMPL manages timely delivery, on-site installation, and alignment as per the approved layout.
Training: Operators and maintenance teams receive hands-on training to ensure seamless day-to-day operation.
After-Sales Support: We provide prompt technical assistance, scheduled maintenance, and on-demand upgrades through our India-based service hubs.
Line Upgrades: Whether you want to expand capacity or integrate new packaging formats, we offer customized retrofit and upgrade solutions.
Nelden’s Legacy in Bottling Technology
Since its inception as an engineering firm, Nelden Industry has evolved into a 360° manufacturing powerhouse. They design and build everything from Monoblocks and conveyors to capping, labelling, and auxiliary systems.
Their hallmark features include:
Ultraclean Configurations with laminar airflow and enclosed chambers
Electronic Volumetric Dosing using magnetic or mass flowmeters
Hot Filling Systems with recirculation and modulating valves
Pulp Handling Systems for particles up to 10×10 mm
Compact Mobile Bottling Lines with integrated CIP and CO₂ dosing
Every Nelden system is tailor-made — built to customer needs, site specifications, and the unique properties of each product. The result: optimised performance, extended machine life, and operational peace of mind.
Shared Vision: Customer Success is Our Success
This collaboration stands on a shared philosophy — the belief that the best solutions come from deep customer understanding. At HMPL and Nelden, we don’t just sell machines; we build long-term relationships grounded in trust, technical support, and mutual growth.
As Nelden puts it:
“We believe that the best solutions come from listening and understanding what our customers need.”
By working hand-in-hand from the initial project analysis to after-sales support, we ensure your plant runs at maximum potential — today and in the future.
Applications Across Diverse Industries
Thanks to its broad capabilities, HMPL x Nelden lines serve multiple sectors:
Beverages: Juices, soft drinks, water, RTDs, energy drinks
Whether you’re a start-up venturing into beverage manufacturing or a large player looking to scale operations with European precision, HMPL and Nelden deliver the right-fit solution.
Why Choose HMPL as the Official Representative of Nelden Industry in India?
European Technology with localized Indian support
End-to-End Project Ownership from layout to commissioning
Custom-Built Machines based on your product, container, and output needs
Flexible Format Handling: PET, Glass, HDPE, Cans — all supported
24/7 After-Sales Service and fast spare part availability
Training, Upgrades & Consultation from experienced technical teams
Scalable Solutions for SME and large-scale manufacturing
Nelden’s mobile filling & packaging lines: Filling and Packaging On Wheels
Nelden’s mobile filling and packaging lines redefine flexibility and efficiency in beverage processing. Engineered to handle glass, PET bottles, and cans, these compact units are ideal for on-the-go operations—perfectly suited for trailers or container-type structures. At the core lies a precision-engineered filler, equipped with advanced electro-pneumatic technology and a state-of-the-art filling valve, ensuring accurate, consistent, and hygienic filling every time. The fully integrated line includes labelling, capping, and packaging machines—delivering a turnkey solution ready for immediate product distribution or further refinement, such as in the case of premium wines.
What sets Nelden apart is the commitment to complete operational autonomy. From product filtration and neutral gas generation to CO2 dosing, CIP sanitization, and container setup assistance, every detail is covered. Even the trailer registration and export processes are simplified with Nelden’s expert support. With minimal staffing requirements and maximum performance, these mobile lines significantly reduce operating costs while offering unmatched reliability and quality—bringing bottling capabilities directly to the production site, wherever it may be.
Let’s Build the Future of Bottling Together
HMPL is now the official representative of Nelden Industry in India. We invite beverage manufacturers globally to discover how we can transform your packaging line. Whether you’re launching a new product or enhancing your current operations, we’re ready to deliver the precision, reliability, and technical support your production demands.
Let’s raise the bar for bottling in India — with European technology, Indian agility, and a commitment to excellence.
Harikrushna Machines Pvt. Ltd. (HMPL), a leader in packaging and processing machinery in India, is proud to serve as the official India-based representative of Erkur Makine — a globally renowned Turkish manufacturer of thermoforming machines, molds, and conveyor systems. Through this representation, HMPL is bringing Erkur Makine’s advanced technology, precision engineering, and high-performance solutions to Indian industries, delivering a new wave of innovation and efficiency.
This alliance empowers HMPL to offer advanced thermoforming technologies with localized service, faster response times, and expert technical support — all under one trusted brand.
Who is Erkur Makine?
Founded in 1999 and headquartered in Istanbul’s Güneşli district, Erkur Makine has established itself as a global pioneer in manufacturing thermoforming machines and complete production solutions for plastic packaging.
With over 240 machines operating in more than 6 continents, Erkur Makine proudly serves clients from Russia to the UK, New Zealand to the US, and now, through HMPL, in India. Their solutions cater to the entire process — from granulate to finished product — ensuring complete efficiency and reliability across packaging production lines.
Driven by a clear mission and vision, Erkur aims:
“To make packaging production easier, cheaper, and more efficient for business partners.”
“To become the preferred global supplier for both new and refurbished machinery in plastic packaging production and decoration.”
Their dedication to quality, efficiency, and innovation has made them a go-to choice for customers seeking robust and future-ready plastic packaging systems.
At HMPL, we continuously evolve to deliver world-class machinery tailored to the dynamic needs of Indian manufacturers. As the official representative of Erkur Makine in India, we provide Indian companies with direct access to:
Cutting-edge thermoforming machines
Tailored for Specific Requirements
Local spare parts availability
Seamless installation and commissioning
After-sales service & technical training
This representation brings together Turkish engineering excellence and Indian responsiveness, ensuring that manufacturers across sectors benefit from advanced machinery backed by fast, reliable, and locally available support.
Erkur’s Thermoforming Technology – Now Available in India
Thermoforming is the backbone of modern packaging — from food trays to blister packs. Erkur Makine designs high-speed thermoforming machines that deliver unmatched quality, durability, and performance. Their systems efficiently handle:
Heating
Forming
Punching
Cutting
Stacking
Compatible with a wide range of materials such asPP, PET, PVC, PS, OPS, and more, these machines are engineered to meet the demands of food, pharma, industrial, and retail packaging.
Industries We Serve with Thermoforming Solutions:
Dairy, Food & Beverage – Trays, cups, lids, and containers
Plastic Packaging & Conversion – High-output custom packaging for all needs
Automotive & Industrial – Paint line carriers, trays, and component holders
Logistics & Handling – Stackable trays and reusable dunnage solutions
Chemical & Bulk Processing – Large-format containers for raw material handling
Whether you’re packaging yogurt, assembling auto parts, or distributing syringes — Erkur’s thermoforming machines, now offered by HMPL, are your trusted solution.
Our End-to-End Commitment
As the official India representative of Erkur Makine, Harikrushna Machines Pvt. Ltd. handles every step of your journey with Erkur machines:
Machine Consultation & Selection
We guide you to the right solution, customized to your production goals.
Installation & Commissioning
Our experienced team ensures a fast, smooth setup at your facility.
Local Spare Parts Availability
No long waiting periods — essential parts are stocked locally.
Operator Training & Support
We train your teams for optimal use, safety, and long-term care.
After-Sales & Maintenance Services
You get long-term peace of mind with proactive service and fast support.
Why HMPL + Erkur Is the Perfect Fit for India?
Harikrushna Machines Pvt. Ltd. has always believed in technology that delivers results. With decades of experience in the packaging industry, we understand the unique demands of Indian businesses — whether you’re an MSME scaling up or a large manufacturer expanding your product lines.
Erkur Makine’s reliable machines, combined with our local expertise, will:
Reduce your lead times
Lower maintenance overhead
Increase production speed
Improve product consistency
Ensure long-term value
Together, we bring“Make in India”and“Serve the World”under one integrated, future-ready platform.
A Representation Backed by Trust, Technology & Service
Erkur’s reputation has been built over 25 years of self-funded innovation, consistent investment in advanced manufacturing, and a customer-first mindset. From supplying extruders, molds, and full packaging lines to delivering fully refurbished machinery, Erkur Makine remains a name associated with performance and durability.
And now, Indian industries can access this excellence — supported by HMPL’s nationwide network, transparent communication, and strong after-sales ecosystem.
Let’s bring global innovation to Indian floors — with solutions that simplify your production, elevate your product quality, and drive your business forward.
About Harikrushna Machines Pvt. Ltd.
Harikrushna Machines Pvt. Ltd. (HMPL) is a global leader in packaging and processing machinery, offering turnkey solutions across the pharmaceutical, food, cosmetic, and chemical industries. With decades of experience, a strong engineering team, and an unwavering focus on innovation and service, HMPL has become a preferred partner for high-performance packaging lines in India and abroad.
Our mission is to deliver quality, speed, reliability, and customer satisfaction in every machine we build and every partnership we nurture.
About Erkur Makine
Erkur Makine is a Turkish manufacturer of thermoforming machinery, conveyor systems, and complete packaging solutions, serving a global client base across six continents. Established in 1999 and based in Istanbul, Erkur offers end-to-end systems from raw material handling to final product packaging. Their product line includes thermoforming machines, extruders, molds, and a wide range of custom conveyor technologies.
With over 240 machines operating globally and a team of 160+ experts, Erkur Makine combines engineering excellence with a commitment to innovation and customer service.
This representation marks a significant milestone in India’s packaging and automation journey. With Harikrushna Machines Pvt. Ltd. now representing Erkur Makine in India, our customers can expect:
Global machinery, localized service
Advanced systems, personalized consultation
Trusted brands, powerful performance
Stay tuned for more updates, product demos, and joint innovations from HMPL & Erkur Makine. Together, we’re reshaping the future of Indian manufacturing.
Ready for a Live Demo or a Consultation?
We invite manufacturers across India to explore the next generation of packaging with technologies. Whether you’re setting up a new plant, upgrading your current line, or looking for a custom solution — HMPL and Erkur Makine are here to support you.
Sept 4, 5 & 6 — Meet us at Hall 6, Stand D2 at Pharma MachTech Expo 2025, Bharat Mandapam, New Delhi!
Pharma MachTech Expo 2025 is part of Bharat Health Global Expo 2025
Pharma MachTech Expo 2025, an integral part of BHARAT HEALTH GLOBAL EXPO 2025, is all set to spotlight the complete spectrum of pharmaceutical machinery and technology. This dynamic event brings together manufacturers, suppliers, and innovators under one roof. Moreover, it features cutting-edge solutions in pharma packaging, processing, automation, software, quality control, cleanroom equipment, and sustainable packaging. From advanced labelling and inspection systems to cold chain logistics and R&D breakthroughs, the expo actively showcases everything essential to boost efficiency, ensure compliance, and accelerate growth across the pharmaceutical manufacturing landscape.
As a premier platform, Pharma MachTech Expo 2025 actively creates unmatched opportunities for industry leaders and startups to connect, collaborate, and explore the latest advancements. Furthermore, with the broader stage of the BHARAT HEALTH GLOBAL EXPO 2025, the event fosters global partnerships and drives technological breakthroughs. As a result, it powerfully reinforces India’s position as a global leader in pharmaceutical machinery and innovation.
Pharma MachTech Expo 2025: International exhibition of Pharma Machinery & Technology, Packaging Materials and Equipment, and allied sectors
India’s pharmaceutical manufacturing is rapidly evolving, transforming from a generic-focused sector into a global hub of innovation and production excellence. Consequently, this shift has fueled a rising demand for advanced machinery, cutting-edge technology, and highly efficient production systems.
Today, Indian manufacturers actively export pharmaceutical machinery and equipment to over 100 countries, with exports contributing nearly 35% to the industry’s total turnover. As a result, this global expansion paves the way for technology providers to enhance their presence and capitalize on a rapidly growing, innovation-driven market.
Event Details:
Hall No. 6, Stand No.:D2
Date & Time : (Dates) SEPTEMBER 04 & 05, 2025 | 10:00 TO 18:30 SEPTEMBER 06, 2025 | 10:00 TO 16:00
Venue/ Location: Bharat Mandapam, New Delhi, India
HMPL Sterile – Your Trusted Partner for Innovative Processing and Packaging Solutions that Drive Performance and Precision
HMPL Sterile – A Division of Harikrushna Machines Pvt. Ltd. is an ISO 9001:2015 and CE-certified manufacturer and exporter of advanced liquid processing and packaging machinery. With over 25 years of proven expertise, HMPL has successfully installed more than 12,500 machines across 65+ countries. As a result, we proudly serve startups, SMEs, and large enterprises across diverse industries.
Specifically, HMPL focuses on delivering advanced primary and secondary packaging machinery for the pharmaceutical and biotechnology sectors. Moreover, we actively tailor our solutions to meet the stringent industry standards, ensuring precision, compliance, and efficiency at every stage of the packaging process.
Furthermore, we actively design, manufacture, and supply high-quality plant and machinery, customized equipment, and genuine spare parts. In addition, our reliable sales and after-sales services strictly adhere to both national and international standards, ensuring top performance, consistent reliability, and complete safety.
To support customers across India, we maintain a robust sales and service network led by a dedicated team of qualified professionals and experienced technocrats. Headquartered in Ahmedabad, Gujarat, India, HMPL operates an advanced manufacturing facility, continually adapting to meet the evolving demands of the industry.
Explore our Processing Plants
HMPL offers a comprehensive range of Oral Liquid, Syrup, and Suspension Manufacturing Plants with capacities ranging from 500 to 15,000 liters, designed to efficiently process a wide variety of liquid oral medications. Additionally, we provide high-performance Ointment, Cream, Lotion, Shampoo, and Toothpaste Manufacturing Plants with capacities from 100 to 5,000 kg. These solutions are engineered to meet diverse formulation needs while ensuring consistent quality, hygiene, and production efficiency.
HMPL offers the following processing and packaging solutions:
As shown above, products are designed to meet the specific needs of the pharmaceutical and biotechnology sectors.
HMPL Sterile – Your Pathway to Hassle-Free Sterile Drug Packaging
At HMPL Sterile, a division of Harikrushna Machines Pvt. Ltd., we actively specialize in delivering world-class aseptic processing and sterile packaging solutions tailored to the evolving needs of the pharmaceutical industry. Headquartered in Ahmedabad, Gujarat, India, our ISO 9001:2015 and CE-certified facility consistently produces cutting-edge liquid packaging machines and processing plants that meet the most rigorous US FDA and EU GMP standards.
Moreover, backed by a team of skilled professionals and powered by state-of-the-art technology, HMPL Sterile ensures precision-engineered machinery, exceptional reliability, and outstanding customer service, setting new benchmarks in pharmaceutical packaging excellence.
Furthermore, our comprehensive solutions include manufacturing plants for Oral Liquids, Syrups, Ointments, Creams, and more. We also offer high-speed sterile washing, filling, sealing, capping, and labelling machines, with complete packaging lines operating at speeds ranging from 40 to 400 products per minute.
Whether you need solutions for Nasal Sprays, Pre-Filled Syringes, IV Bags, or Liquid Vials, we deliver unmatched efficiency and precision while ensuring full compliance with pharmaceutical regulations. Explore our innovative portfolio and see how HMPL Sterile is redefining the future of pharmaceutical packaging—one solution at a time.
Why Choose HMPL Sterile?
Over 25 years of expertise in aseptic processing and sterile packaging
USFDA and EU GMP-compliant machinery ensures global standards
12,500+ installations across 65 countries
Custom-engineered solutions for diverse pharmaceutical products
Advanced technology, innovative designs, and exceptional after-sales support
Choose HMPL Sterile for reliability, innovation, and industry-leading solutions that redefine sterile drug packaging.
Milk bottle packaging serves as the first point of interaction between a product and its consumer, making it a critical factor in shaping purchasing decisions. Beyond its functional purpose, it plays a strategic role in brand positioning, acting as a tangible reflection of a brand’s values and dedication to quality. Furthermore, effective packaging protects milk from external factors such as contaminants and light exposure, ensuring product freshness and safety. In addition, modern packaging solutions address growing consumer expectations for convenience, sustainability, and visual appeal. Thoughtfully designed features enhance usability, making it easier for consumers to handle, store, and enjoy milk products.
Moreover, innovative designs not only improve functionality but also create a unique and memorable brand identity. By adopting advanced packaging technologies, dairy brands can strengthen their connection with consumers, boost product visibility, and stand out in an increasingly competitive market. This holistic approach to packaging combines practicality, sustainability, and aesthetics to drive consumer loyalty and brand success.
Milk Bottle Packaging: A Pillar of Success in the Dairy Industry
Packaging for pasteurized milk, UHT milk, flavoured milk, ESL milk, and specialty milk products such as curdled milk, coconut milk, and lassi requires a balance of precision and innovation. To meet the unique needs of each product, tailored packaging solutions are essential. For instance, advanced aseptic packaging is ideal for UHT milk, while PET or glass bottles enhance the presentation and preservation of flavoured milk. Additionally, eco-friendly materials for specialty products align with evolving market trends and sustainability goals, appealing to environmentally conscious consumers. Moreover, pasteurized and ESL milk benefits greatly from hermetically sealed containers that protect against contamination, ensuring the quality and nutritional value remain intact. Speciality products like lassi and coconut milk thrive with customizable packaging designs that not only reflect consumer preferences but also provide added convenience.
By integrating cutting-edge technology and upholding stringent quality standards, these packaging solutions transcend mere functionality. Furthermore, they enhance product appeal, instil consumer trust, and craft a lasting brand experience. In today’s increasingly competitive market, innovative packaging becomes a strategic asset, strengthening consumer connections and boosting brand loyalty through its unique blend of practicality and visual allure.
Benefits of Aseptic Packaging for Milk Bottles
Preserving Freshness and Quality
The role of milk bottle packaging extends beyond preservation to safeguarding the health and satisfaction of consumers. Advanced materials and innovative designs ensure that milk retains its original properties from the production line to the consumer’s table. Packaging technologies like aseptic sealing and oxygen barrier layers protect against spoilage, extending shelf life and reducing wastage. By preventing exposure to harmful elements, such as excessive heat or light, these solutions maintain the milk’s natural enzymes, vitamins, and proteins. This commitment to quality fosters trust and loyalty among consumers, reinforcing the brand’s reputation for delivering fresh and safe dairy products. In essence, superior milk bottle packaging is not just a necessity but a promise of excellence to every customer.
Catering to Consumer Convenience
Modern milk bottle packaging is designed to seamlessly integrate into the dynamic routines of consumers, ensuring that dairy products remain accessible and user-friendly. Features like ergonomic shapes, spill-proof caps, and resealable lids add a layer of functionality, making milk bottles easy to handle and store. For families, larger containers with pour-friendly designs provide convenience during meal preparations, while single-serve options cater to individuals seeking quick, hassle-free solutions. Lightweight materials not only enhance portability but also reduce strain during transportation, making them ideal for picnics, travel, and school lunches. These thoughtful innovations demonstrate a deep understanding of consumer needs, bridging the gap between practicality and enjoyment. By prioritizing convenience and portability, milk bottle packaging ensures that dairy products remain a staple in households and on-the-go lifestyles worldwide.
Building a Strong Brand Identity
Milk bottle packaging serves as a silent ambassador for the brand, telling a story that resonates with consumers and builds emotional connections. Elements like unique shapes, vibrant colours, and eye-catching labels can instantly differentiate a product, making it memorable amidst a sea of choices. Beyond aesthetics, the materials and messaging used in packaging also reflect the brand’s commitment to quality, sustainability, and innovation. Eco-friendly packaging, for instance, appeals to environmentally conscious buyers, reinforcing the brand’s dedication to a greener future. Premium touches, such as embossed logos or textured finishes, elevate the perception of the product, making it an attractive choice for discerning customers. By aligning design elements with the brand’s ethos, milk bottle packaging becomes a strategic asset that drives recognition, loyalty, and trust among consumers.
Prioritizing Sustainability
Sustainable milk bottle packaging not only addresses environmental concerns but also positions brands as responsible and forward-thinking entities in the eyes of consumers. Incorporating renewable resources, such as plant-based plastics or recycled materials, further enhances the eco-friendly appeal of packaging solutions. Brands that invest in sustainable innovations, like compostable caps or reusable bottle designs, demonstrate a proactive approach to reducing their ecological footprint. Such efforts resonate strongly with today’s socially conscious consumers, who often prioritize sustainability in their purchasing decisions. Moreover, adopting sustainable packaging practices can lead to operational efficiencies, such as reduced material costs and optimized logistics, benefiting both the environment and the bottom line. By making sustainability a core aspect of their packaging strategy, brands not only contribute to a healthier planet but also build long-term trust and loyalty among their customers.
Enhancing Portability and Practicality
Modern milk packaging solutions cater to the diverse needs of consumers, offering practicality without compromising quality. Compact sizes fit seamlessly into refrigerators and lunch bags, accommodating both home storage and on-the-go consumption. Innovative features, like portion control markings, add functional value, helping consumers measure servings accurately. For active individuals, durable and shatter-proof packaging materials enhance reliability during travel or outdoor activities. These thoughtful advancements not only simplify daily routines but also elevate the overall user experience, making milk an accessible and convenient choice for everyone. By continuously innovating, modern milk packaging adapts to evolving lifestyles and reinforces its indispensable role in everyday life.
Elevating Perceived Value
Premium milk packaging is a subtle yet powerful way to convey the brand’s commitment to excellence and uniqueness. Glass bottles, often associated with tradition and purity, evoke a sense of nostalgia while aligning with contemporary sustainability trends. Elegant labelling, embossed logos, and minimalist designs further underscore the premium quality of the product, appealing to consumers who seek exclusivity and refinement. These packaging choices are particularly effective in the growing market for organic, grass-fed, or speciality milk, where consumers are willing to pay a premium for perceived value. Additionally, premium packaging often enhances the gifting potential of milk-based products, making them a thoughtful choice for health-conscious celebrations. By investing in sophisticated packaging, brands can elevate their market presence and create a lasting impression that reinforces their image as a purveyor of quality and distinction.
Ensuring Health and Safety
Safety-focused milk bottle packaging addresses the critical concerns of health-conscious consumers, ensuring every purchase meets their high standards. Tamper-evident seals offer visible proof of product security, deterring contamination and fostering trust. UV-blocking materials protect milk from harmful light exposure, preserving its essential nutrients and natural flavour. Transparent packaging adds an extra layer of assurance, allowing consumers to visually verify the product’s freshness and quality before purchase. Additionally, allergen-free and BPA-free materials are becoming standard choices, aligning with the needs of consumers who prioritize health and safety. For families with young children or individuals with dietary restrictions, such thoughtful packaging features underscore the brand’s dedication to providing safe and reliable products. These measures not only satisfy immediate safety concerns but also build long-term loyalty, as consumers recognize and appreciate the brand’s proactive approach to quality assurance.
Driving Innovation and Differentiation
Innovative milk bottle packaging not only grabs attention but also elevates the overall consumer experience, turning a routine purchase into a moment of engagement. Customizable labels, augmented reality (AR) features, or QR codes that share farm-to-table stories can create deeper connections with the brand. Smart packaging technologies, such as temperature-sensitive labels or freshness indicators, provide added value by ensuring consumers enjoy milk at its peak quality. Unconventional bottle designs, like ergonomic handles or stackable shapes, improve storage efficiency while showcasing creativity. Additionally, integrating eco-friendly innovations into unique packaging reinforces a brand’s commitment to sustainability, appealing to a wider audience. By staying ahead of trends and consistently delighting consumers with fresh ideas, brands can transform their packaging into a key driver of differentiation and long-term success in the competitive dairy market.
Benefits of Milk Bottle Packaging: Protecting Quality from Farm-to-Table
Enhancing Product Safety
Proper milk bottle packaging offers a critical advantage by safeguarding the product from spoilage and contamination. Features like airtight seals and tamper-evident closures not only maintain freshness but also reassure consumers about the integrity of their milk. By prioritizing safety, brands can build trust and loyalty among customers.
Extending Shelf Life
Moreover, effective packaging plays a pivotal role in extending milk’s shelf life. By shielding the product from environmental factors such as light and air, packaging ensures longer-lasting freshness. This not only reduces food waste but also appeals to environmentally conscious consumers who value sustainable practices.
Boosting Sustainability Efforts
As sustainability becomes a top priority, eco-friendly milk bottle packaging is gaining momentum. Options like cartons made from renewable resources, recyclable plastic bottles, and biodegradable materials help reduce the carbon footprint. By incorporating sustainable practices into packaging designs, brands can improve their environmental impact while enhancing consumer perception.
Increasing Consumer Engagement
Furthermore, digital integration in milk bottle packaging has become an exciting trend, offering enhanced consumer interaction. Features such as QR codes, NFC tags, and augmented reality provide customers with product information, promotions, and engaging brand experiences. This blend of technology and packaging fosters a deeper connection between brands and consumers.
Promoting Customization and Personalization
Customizable packaging further enriches the consumer experience. Personalized labels, designs tailored to specific demographics, or limited-edition themes create a sense of exclusivity. For instance, milk bottles featuring a customer’s name or a seasonal design can encourage brand loyalty and drive repeat purchases.
Milk Bottle Packaging Trends: Innovations in PP and Glass Solutions
Sustainability
Sustainability remains a driving force in packaging innovation. Incorporating recyclable or biodegradable materials appeals to environmentally conscious buyers. Moreover, lightweight designs and reduced material usage lower both waste and transportation costs, offering additional environmental benefits.
Convenience and Portability
In today’s fast-paced world, convenience is key. Modern milk bottle packaging features resealable caps, lightweight materials, and ergonomic designs that make milk easier to carry, store and consume. These practical innovations cater to families and individuals seeking on-the-go solutions.
Premium Appeal
Additionally, packaging helps convey a sense of luxury and quality. Glass bottles or elegant designs elevate a product’s perceived value, positioning it as premium and exclusive. This approach is particularly effective for speciality milk products such as organic or artisanal offerings.
Health and Safety
With growing health consciousness among consumers, milk bottle packaging must assure safety and purity. Features like tamper-evident seals, UV-blocking materials, and transparent designs highlight the product’s quality, further enhancing consumer confidence.
Innovation and Differentiation
Finally, innovative packaging designs help brands stand out in a competitive market. Unique bottle shapes, interactive features, and smart packaging technology create lasting impressions. These innovations not only captivate consumers but also position brands as forward-thinking and customer-centric.
By embracing these trends and focusing on functionality, sustainability, and consumer engagement, milk bottle packaging can play a transformative role in building brand value and fostering loyalty.
Future Opportunities in Milk Bottle Packaging
Digital Integration
Incorporating technology into packaging can create engaging consumer experiences. Imagine scanning a QR code on a milk bottle to access nutritional information, recipe ideas, or promotional discounts. These features not only add value but also position brands as forward-thinking and consumer-focused.
Customization
Personalized milk bottle packaging is a powerful way to build loyalty. Limited-edition designs or packages tailored to specific consumer preferences can make products feel exclusive and desirable. Additionally, brands can explore repurposable packaging options to enhance functionality and appeal.
Collaborative Efforts
Partnerships with designers, environmental organizations, and technology providers can unlock innovative packaging solutions. Collaborations enable brands to stay ahead of market trends and deliver cutting-edge products that resonate with diverse consumer needs.
Milk bottle packaging is a cornerstone of the dairy industry, impacting product safety, shelf life, and consumer perception. By embracing sustainability, prioritizing convenience, and investing in innovative designs, brands can elevate their packaging strategies to meet evolving market demands. Whether it’s creating premium offerings, integrating digital features, or promoting customization, the opportunities in milk bottle packaging are endless. Ultimately, brands that prioritize thoughtful packaging design will thrive, capturing consumer loyalty and driving long-term success in the dairy industry.
Plastic Bottles vs. Glass Bottles for Milk Packaging
Milk bottle packaging plays a critical role in preserving the freshness and quality of milk while also influencing consumer perceptions. When considering options for milk packaging, businesses often debate between plastic bottles and glass bottles. Each has unique benefits and considerations, making the choice dependent on product requirements, brand values, and consumer preferences. Let’s delve deeper into the advantages of plastic and glass bottle packaging for milk, exploring their impact on brand perception, sustainability, and practicality.
5 Benefits of Plastic (PET) Bottles for Milk Packaging
Plastic/ Polypropylene (PP) bottles have been a staple in the dairy industry due to their practicality and cost-effectiveness. They cater to the modern consumer’s demand for convenience and portability, making them a popular choice for milk bottle packaging.
Lightweight and Durable
One of the standout advantages of plastic bottle milk packaging is its lightweight nature. Polypropylene (PP) bottles significantly reduce transportation costs, making them ideal for large-scale distribution. Additionally, their shatterproof properties ensure durability during transit, reducing the risk of product loss due to breakage.
Cost-Effective Production
Compared to glass bottles, the production of Polypropylene (PP) bottles is more economical. Their lower production costs translate into reduced packaging expenses for manufacturers, enabling competitive pricing for consumers. For businesses focused on maintaining profitability while catering to budget-conscious consumers, plastic bottle milk packaging is an excellent choice.
Design Flexibility
Polypropylene (PP) Bottles offer unmatched design versatility. Brands can create unique bottle shapes and sizes to enhance brand recognition and appeal to broader audiences. Ergonomic designs make bottles easier to handle and pour, improving the user experience. This design flexibility aligns with modern consumer preferences, making plastic bottle milk packaging both functional and attractive.
Convenience for Consumers
Plastic bottles are often resealable, ensuring milk stays fresh for extended periods. Their portability makes them ideal for on-the-go consumption, appealing to busy lifestyles. Brands that use plastic bottle milk packaging can position themselves as practical and consumer-friendly, enhancing their market appeal.
Sustainability Considerations
While Polypropylene (PP) bottles are recyclable, their environmental impact remains a concern due to the growing problem of plastic waste. Brands must address this issue by adopting eco-friendly practices, such as using recycled materials or promoting recycling initiatives, to maintain a positive brand perception among environmentally-conscious consumers.
5 Advantages of Glass Bottles for Milk Packaging
Eco-Friendliness
Glass bottle milk packaging stands out for its exceptional sustainability, thanks to the 100% recyclability of glass. Unlike other materials, glass can be reused multiple times without losing its quality, significantly reducing waste and conserving resources. Moreover, for brands looking to emphasize their environmental commitment, glass bottles provide a compelling way to showcase eco-conscious values.
Preservation of Taste and Quality
Another key advantage of glass bottle packaging is its ability to preserve the milk’s natural taste and nutritional value. Being chemically inert, glass does not interact with its contents, ensuring that the milk retains its freshness and purity. This makes glass bottles the ideal choice for premium and artisanal dairy products, appealing to quality-conscious consumers.
Enhanced Brand Perception
Glass bottles bring a sense of luxury and authenticity to milk packaging. Their nostalgic charm resonates with consumers seeking traditional, natural products. By leveraging glass bottle packaging, brands can elevate their image as high-end, authentic, and environmentally responsible, leaving a lasting impression on their audience.
Consumer Safety and Health
Safety is a major concern for today’s health-conscious buyers, and glass bottles address this by providing a chemical-free packaging option. Unlike Polypropylene (PP), glass does not leach harmful substances into the milk, ensuring a safer and healthier product. This makes glass bottle milk packaging a preferred choice for consumers prioritizing wellness and natural living.
Hybrid Approaches
For brands seeking versatility, adopting a hybrid packaging strategy can balance practicality with sustainability. Premium products can be offered in glass bottles to enhance their perceived value, while everyday milk is packaged in plastic bottles for cost-effectiveness and convenience. This dual approach allows brands to cater to diverse consumer preferences while aligning with their environmental and market goals.
Polypropylene (PP) and glass bottles each bring unique advantages to the table for milk packaging. Plastic bottle milk packaging is practical, cost-effective, and consumer-friendly, while glass bottle milk packaging stands out for its eco-friendliness, premium appeal, and ability to preserve milk’s natural taste and quality. The choice between the two depends on factors such as sustainability goals, target audience, and product positioning.
Complete Milk Packaging Line for PP Bottles
Harikrushna Machines Pvt. Ltd. (HMPL) proudly presents a state-of-the-art Complete Milk Packaging Line for flavoured milk, buttermilk, and lassi for PP Bottles, designed to meet the diverse needs of the dairy industry. This advanced line is tailored for 200 ml PP (Polypropylene) bottles and achieves an impressive output speed of up to 120 bottles per minute. With cutting-edge technology and precise engineering, HMPL ensures top-notch quality, efficiency, and reliability in every machine.
Key Features of the Milk Packaging Line
Comprehensive Solution for PP Bottle Packaging
Flavoured milk, buttermilk, and lassi packaging solutions are expertly integrated into one seamless system.
Designed for 200-ml PP bottles, this line provides optimal efficiency and high output.
Advanced Machinery Components
The Complete Milk Packaging Line comprises multiple machines, including:
Bottle Cleaning Machine: Ensures every bottle is spotless before filling.
Dry-Fruit Filler: Enables hygienic and precise filling of dry fruits.
Automatic Linear Milk Filling Machine: Delivers high-accuracy filling for flavoured milk, buttermilk, and lassi.
Conduction Sealing Machine: Ensures airtight sealing to maintain freshness.
Pressure Leak Check Machine: Detects leaks with precision, ensuring the highest quality standards.
Bottle Screw Capping Machine: Ensures secure and reliable capping for various bottle sizes.
Shrink Sleeve Label Applicator and Steam-Operated Shrink Tunnel: Enhances product appearance with precise labelling and shrink-wrapping.
Web Sealer: Guarantees excellent shrink wrapping with modular conveyor systems.
Flavoured Milk Packaging Solution
Flavoured milk, enhanced with additional flavourings, has gained popularity for its palatable and appealing taste. HMPL provides a complete solution for flavoured milk packaging in 200-ml PP bottles. This system ensures hygienic filling, sealing, and labelling, delivering the highest standards of safety and freshness.
Buttermilk Packaging System
Buttermilk, a traditional dairy product, requires efficient and reliable packaging to maintain its quality. HMPL’s buttermilk packaging system includes advanced machines designed for precise filling, sealing, and capping of 200-ml PP bottles. With robust construction and advanced technology, this system ensures efficiency and affordability.
Lassi Filling Solution
Lassi, a beloved beverage in India and neighbouringcountries deserves a packaging solution that upholds its freshness and taste. HMPL offers an innovative lassi filling system for 200-ml PP bottles. This solution is cost-effective, reliable, and tailored to meet the demands of the dairy industry.
Advanced Machines in the Milk Packaging Line
Harikrushna Machines Pvt. Ltd. takes milk packaging to the next level with cutting-edge machinery designed for precision, efficiency, and reliability. Each machine in the line integrates seamlessly to ensure flawless operations, from bottle handling to final packaging.
Un-Scrambler with Air Jet Cleaning Machine
Effortlessly optimizing bottle handling, the Un-Scrambler with Air Jet Cleaning Machine ensures every bottle is perfectly prepared for filling. It orients bottles accurately and cleans them thoroughly using advanced air jet technology, maintaining hygiene and operational efficiency.
Multihead Weigher (Dry-Fruit Filler)
When it comes to filling dry fruits into PP bottles, the Multihead Weigher (Dry-Fruit Filler) delivers unmatched accuracy and hygiene. Its precise weighing system minimizes product waste, ensuring consistency in every bottle for premium quality.
Automatic Milk Filling Machine
The Automatic Milk Filling Machine guarantees precision and efficiency in every operation. It fills the 200-ml PP bottles with high accuracy, utilizing advanced technology to streamline the process while maintaining consistent product quality.
Automatic Conduction Sealing Machine
Sealing dairy products for freshness and safety, the Automatic Conduction Sealing Machine employs reliable conduction technology. Its airtight sealing enhances product shelf life, ensuring the highest standards of quality.
Pressure Leak Check Machine
Detecting even the smallest defects, the Pressure Leak Check Machine ensures product safety and packaging integrity. With high-precision pressure testing, it eliminates leaks, delivering defect-free packaging every time.
Automatic Screw Cap Sealing Machine
The Automatic Screw Cap Sealing Machine simplifies the capping process for bottles ranging from 10 ml to 500 ml. Featuring adjustable guide belts and sealing heads, it achieves output speeds of up to 120 bottles per minute, ensuring secure and efficient operations.
Shrink Sleeve Applicator and Steam-Operated Shrink Tunnel
This powerful duo guarantees flawless labelling and shrink-wrapping. The Shrink Sleeve Applicator applies labels with precision using rotary cutters, while the Steam-Operated Shrink Tunnel ensures uniform shrink application, creating visually appealing and durable packaging.
Web Sealer
The Web Sealer provides robust and efficient shrink-wrapping for containers of all sizes. Its modular conveyor systems ensure stable operations, while advanced sensors prevent errors and enhance operator safety.
Elevate Your Packaging Efficiency
Choose Harikrushna Machines Pvt. Ltd. for advanced milk packaging solutions that combine innovation, precision, and reliability. From start to finish, our state-of-the-art machinery ensures seamless operations and top-notch results!
Applications and Benefits
Sample Products: Plastic bottles for flavoured milk, buttermilk, and lassi.
Product Sizes: 180 ml, 200 ml, 500 ml, 1000 ml.
Filling Materials: Milk, buttermilk, lassi.
Output Speed: Up to 120 bottles per minute.
Harikrushna Machines Pvt. Ltd. stands at the forefront of dairy packaging innovation, delivering efficient, reliable, and high-quality solutions for flavoured milk, buttermilk, and lassi packaging. With advanced technology, customized designs, and adherence to international standards, HMPL ensures optimal performance and customer satisfaction in every project.
Complete Flavoured Milk, Buttermilk, Lassi Packaging Line for Glass Bottles
Harikrushna Machines Pvt. Ltd. (HMPL) offers a cutting-edge Complete Flavoured Milk, Buttermilk, and Lassi Packaging Line for glass bottles. Engineered to meet the highest industry standards, this innovative line seamlessly handles bottle sizes of 200 ml, 500 ml, and 1000 ml while achieving an impressive output speed of up to 120 bottles per minute. Moreover, with precision engineering and cutting-edge technology, HMPL guarantees efficiency, reliability, and exceptional quality throughout every stage of the packaging process.
Comprehensive Glass Bottle Packaging Line for Dairy Products
Harikrushna Machines Pvt. Ltd. presents a state-of-the-art packaging line designed to streamline glass bottle packaging for flavoured milk, buttermilk, and lassi. Perfect for 200 ml, 500 ml, and 1000 ml bottles, this cutting-edge solution ensures seamless operations while delivering exceptional performance. With advanced machinery working in harmony, the packaging line guarantees precision, efficiency, and high-quality output.
Integrated Machinery for Maximum Efficiency
The Complete Milk Packaging Line features advanced components that optimize the packaging process at every stage:
Rotary Bottle Washing Machine
The Rotary Bottle Washing Machine sets the foundation for clean, hygienic packaging. It thoroughly cleans glass and PP bottles using a rotary platform and bottle holders, ensuring every bottle is spotless before filling. With compatibility for bottle sizes ranging from 15 mm to 70 mm in diameter and heights of 50 mm to 270 mm, it supports high-volume operations at speeds of 3600 to 7200 bottles per hour.
Automatic Linear Milk Filling Machine
At the heart of this packaging line, the Automatic Linear Milk Filling Machine delivers unmatched precision and reliability. It handles 200 ml, 500 ml, and 1000 ml bottles with an impressive speed of up to 120 bottles per minute, ensuring consistent and accurate filling for flavoured and plain milk, buttermilk, and lassi.
Crown Bottle Capping Machine
The Crown Bottle Capping Machine ensures every glass bottle is securely sealed. Its precision engineering creates airtight seals that preserve freshness and product integrity. Designed for high-speed operations, it’s an indispensable tool for large-scale production in the dairy, beverage, and distillery industries.
Shrink Sleeve Label Applicator
Adding a professional touch, the Shrink Sleeve Label Applicator ensures perfect product presentation. Its rotary cutter applies precise labels, enhancing product appeal while seamlessly integrating into the overall line.
Rotary Turntable Machine
The Rotary Turntable Machine streamlines loading and unloading, creating smooth transitions between packaging stages. Its versatile design handles bottles, vials, and containers with ease, making it an asset for diverse industries.
Packing Conveyor
The Packing Conveyor ensures bottles move effortlessly throughout the packaging process. By minimizing manual handling and maximizing operational flow, it boosts overall productivity and efficiency.
Key Features and Benefits
This advanced packaging line is ideal for 180 ml, 200 ml, 500 ml, and 1000 ml glass bottles filled with flavoured milk, buttermilk, and lassi. With an output speed of up to 120 bottles per minute, it meets the demands of modern dairy operations. The line’s innovative design reduces waste, enhances precision, and delivers superior-quality packaging that ensures consumer satisfaction.
Why Choose Harikrushna Machines Pvt. Ltd.?
Harikrushna Machines Pvt. Ltd. (HMPL) has earned its reputation as a trusted OEM (Original Equipment Manufacturer) in the packaging machinery industry. By consistently prioritizing quality and innovation, the company has set new benchmarks for excellence. Moreover, with ISO 9001:2015 and CE certifications, HMPL ensures compliance with global quality standards, providing customers worldwide with unmatched reliability and safety. The company’s impressive track record of over 12,500 machine installations across more than 60 countries reflects its global reach and dedication to excellence.
HMPL distinguishes itself by offering cost-effective solutions while maintaining uncompromised quality. Additionally, the company ensures regulatory compliance with stringent standards such as EU GMP and US FDA, catering to diverse industry requirements with precision and efficiency. Furthermore, customers enjoy seamless pre-and post-sales support, guaranteeing a hassle-free and satisfying experience at every stage. Whether it’s a milk bottling line, flavoured milk packaging, or complete solutions for glass bottles, HMPL sets the benchmark for innovation and performance.
Key Highlights of Choosing Harikrushna Machines Pvt. Ltd.:
ISO 9001:2015 and CE Certified Company
Ensuring global quality standards for reliable and safe machinery.
Global Reach
Trusted by industries worldwide, with over 12,500 installations in 65+ countries.
Affordable Solutions
Delivering premium machinery at competitive costs.
Exceptional Service
Prompt pre-and post-sales support ensures a seamless experience.
Regulatory Compliance
Machines built per international standards like EU GMP and US FDA.
Customized Solutions
Tailored machinery designed to meet specific customer requirements.
Innovative Technology for Dairy Packaging
Advanced solutions for milk, flavoured milk, buttermilk, and lassi packaging in glass and PP (polypropylene) bottles.
With a focus on precision, quality, and customer satisfaction, HMPL continues to lead the way in packaging innovation. Choose HMPL for world-class machinery and exceptional service that drives your business forward. Streamline your dairy packaging with Harikrushna Machines Pvt. Ltd. – where innovation meets excellence!
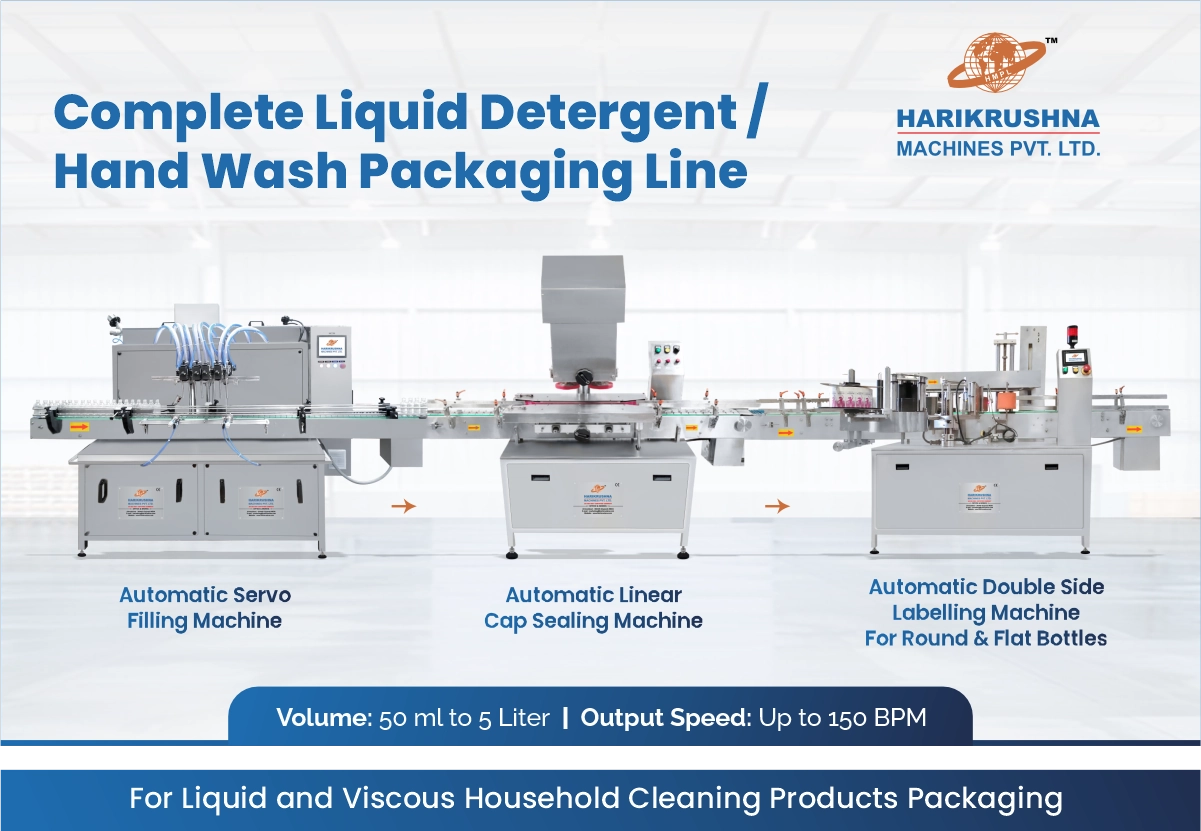
Importance of Household Cleaning Products Packaging & Solutions
Household liquid cleaning products are essential for maintaining cleanliness and hygiene in our homes. They are specifically designed to tackle a variety of cleaning challenges, including removing tough stains and eliminating germs. From all-purpose cleaners to dishwashing liquids and glass cleaners, these products are highly effective and indispensable for every household. Their versatility makes it easy to keep your home spotless and germ-free. Whether you need to disinfect a kitchen countertop, polish a mirror, or clean up a spill, these Household Cleaning Products Packaging cater to a wide range of needs. By using them, you can ensure that your home not only looks clean but also feels hygienically safe for your family.
The increasing demand for liquid cleaning products has spurred innovations in their formulation and packaging. High-quality Household Cleaning Products Packaging is essential for preserving product quality, extending shelf life, and enhancing user experience. Effective packaging prevents leaks, allows for precise dispensing, and supports sustainability efforts with eco-friendly designs. HMPL stands at the forefront of providing state-of-the-art packaging solutions for liquid and viscous cleaning products. Our innovative systems deliver unmatched precision, efficiency, and reliability. With HMPL, manufacturers can achieve optimal performance while addressing the growing demand for high-quality and sustainable cleaning solutions.
Comprehensive List of Liquid and Viscous Household Cleaning Products
Liquid and Viscous Household Cleaning Products Packaging are available in a wide variety to meet diverse needs:
Surface Cleaners
Toilet Cleaners
Dishwashing Liquids
Disinfectants
Antiseptic Liquids
Kitchen Cleaner Sprays
Sanitizers
Hand Washes
Bathroom Cleaners
Liquid Detergents
Glass Cleaners
Carpet Cleaners
Upholstery Cleaners
Carpet Cleaning Shampoos
Metal Polishes
Drain Liquids
Sofa Cleaning Shampoos
Every product is designed for efficiency and convenience, offering tailored solutions for daily cleaning challenges.
Surface Cleaners
HMPL ensures precise and sanitary packaging for surface cleaners, maintaining product integrity and user safety. Our advanced solutions deliver accurate filling, secure sealing, and consistent labelling, guaranteeing reliability in every bottle. Additionally, we design our machines to accommodate various container sizes and formulas, optimizing efficiency while preserving quality. With cutting-edge technology and intuitive operation, HMPL empowers manufacturers to package surface cleaners seamlessly, meeting market demands with confidence and consistency.
Toilet Cleaners
HMPL ensures dependable and precise packaging for toilet cleaners, preserving their effectiveness and safety. Our advanced solutions provide accurate filling and secure sealing, guaranteeing leak-proof bottles that are ready for use. Additionally, we design our machines to accommodate various viscosities and container sizes, optimizing speed and consistency throughout the packaging process. With HMPL’s innovative technology, manufacturers can enhance efficiency, maintain product quality, and confidently meet market demands.
Dishwashing Liquids
Dishwashing liquids need precise and efficient packaging to maintain their quality and fragrance. HMPL’s advanced machines ensure that each bottle is filled accurately, preventing spills and guaranteeing a consistent volume every time. With secure sealing and smooth labelling, HMPL streamlines the packaging process for a flawless finish. Designed to accommodate various bottle shapes and sizes, these solutions help manufacturers increase productivity while preserving the integrity of their dishwashing liquids.
Disinfectants
Disinfectants require safe and precise packaging to maintain their potency and protect users.HMPL’s advanced packaging machines fill and seal each container accurately, preventing leaks and contamination. Engineered to handle various bottle sizes and liquid viscosities, these machines ensure consistent quality and efficient production. By delivering reliable and hygienic packaging solutions, HMPL helps manufacturers meet safety standards and satisfy consumer demands with confidence.
Antiseptic Liquids
Antiseptic liquids require hygienic and precise packaging to ensure their safety and effectiveness. HMPL’s advanced machinery provides accurate filling and secure sealing, protecting the product’s integrity throughout the entire process. These solutions are designed to accommodate various bottle sizes and viscosities, streamlining the packaging process while upholding high-quality standards. With HMPL’s reliable technology, manufacturers can confidently produce antiseptic liquid packages that comply with industry regulations and meet consumer expectations.
Kitchen Cleaner Sprays
Kitchen cleaner sprays require efficient and accurate packaging to deliver convenience and reliability to consumers. HMPL’s advanced machines excel in filling spray bottles with precision, ensuring consistent volumes and leak-proof sealing. Designed to handle various bottle shapes and sizes, these machines streamline the packaging process while maintaining product quality.With user-friendly features and superior performance, HMPL helps manufacturers produce kitchen cleaner sprays that stand out for their quality and effectiveness.
Sanitizers
Sanitizers need precise and hygienic packaging to guarantee their safety and effectiveness.HMPL’s advanced packaging machines provide accurate filling and secure sealing, ensuring product integrity at every stage of the process. Designed to accommodate various container sizes and formats, these machines facilitate smooth and efficient production while upholding quality standards. With HMPL’s reliable solutions, manufacturers can confidently and consistently meet the high market demands for sanitizers.
Hand Washes/ Liquid Soaps
Hand washes and liquid soaps require precise and hygienic packaging to maintain their quality and appeal. HMPL’s advanced machines accurately fill each container, ensuring consistent volumes and secure seals. Designed to accommodate a variety of bottle shapes and sizes, these machines streamline production while preserving the integrity of the products. With reliable performance and user-friendly operation, HMPL enables manufacturers to effortlessly deliver high-quality hand washes and liquid soaps that meet consumer expectations.
Bathroom Cleaners
Bathroom cleaners need precise and efficient packaging to ensure safety and maintain their effectiveness. HMPL’s advanced machines handle this process with accuracy, filling and sealing each bottle securely to prevent leaks and preserve quality. Designed to accommodate various viscosities and container sizes, these machines streamline production while delivering consistent results. With HMPL’s cutting-edge technology, manufacturers can confidently provide bathroom cleaners that meet consumer needs and stand out in the market.
Liquid Detergents
Liquid detergents require precise and efficient packaging to ensure their quality and usability. HMPL’s advanced machines provide accurate filling and secure sealing, guaranteeing that each container meets the highest standards of reliability. Designed to handle a variety of viscosities and bottle sizes, these machines streamline production while minimizing waste. With HMPL’s innovative solutions, manufacturers can effectively package liquid detergents that meet consumer needs and enhance their brand reputation.
Glass Cleaners
Glass cleaners require precise and efficient packaging to maintain their clarity and effectiveness. HMPL’s advanced machines deliver accurate filling and leak-proof sealing, ensuring every bottle is ready for use. Designed to handle various bottle shapes and sizes, these machines streamline the production process while preserving product quality. With HMPL’s reliable technology, manufacturers can confidently package glass cleaners that meet consumer expectations and enhance their brand’s trust.
Carpet Cleaners
HMPL delivers specialized packaging solutions for carpet cleaners, ensuring effectiveness and user convenience. Our advanced machines precisely fill containers and securely seal them, guaranteeing consistent quality with every product. Additionally, we design these systems to handle various viscosities and container types, optimizing production for reliability and efficiency. By leveraging HMPL’s innovative technology, manufacturers confidently produce carpet cleaners that meet consumer expectations while strengthening their brand’s reputation for excellence.
Upholstery Cleaners
Upholstery cleaners require efficient and precise packaging to preserve their quality and usability. HMPL’s advanced machines offer accurate filling and secure sealing, ensuring that each product remains effective. Designed to accommodate various container sizes and formulations, these machines streamline the production process while maintaining consistent quality. With HMPL’s cutting-edge technology, manufacturers can confidently package upholstery cleaners that deliver outstanding results and meet consumer expectations.
Carpet Cleaning Shampoos
Carpet-cleaning shampoos require precise and efficient packaging to ensure product quality and easy application. HMPL’s advanced machines manage this process with accuracy, providing consistent filling and secure sealing for each bottle. Designed to handle various viscosities and container sizes, these machines optimize production while upholding high standards of reliability. With HMPL’s innovative technology, manufacturers can confidently produce carpet cleaning shampoos that meet consumer expectations and enhance their brand reputation.
Metal Polishes
HMPL ensures precise and efficient packaging for metal polishes, preserving their quality and enhancing ease of use. Our advanced machines accurately fill containers and securely seal them, preventing leaks and maintaining product effectiveness. Additionally, we design these systems to handle various viscosities and packaging formats, optimizing production while ensuring consistent results. By leveraging HMPL’s innovative technology, manufacturers can confidently package metal polishes that deliver superior performance and meet customer expectations.
Drain Liquids
HMPL ensures secure and precise packaging for drain liquids, maintaining safety and effectiveness. Our advanced machines accurately fill containers and provide airtight sealing, effectively preventing leaks and preserving product integrity. Additionally, we design these systems to handle various viscosities and container sizes, optimizing production with efficiency and reliability. By leveraging HMPL’s cutting-edge solutions, manufacturers can confidently package drain liquids that not only meet safety standards but also surpass consumer expectations.
Sofa Cleaning Shampoos
Precise and hygienic packaging for sofa-cleaning shampoos, preserving their quality and usability. Our advanced machines fill containers with accuracy and seal them securely, maintaining the product’s effectiveness from production to end use. Additionally, we design these systems to accommodate various viscosities and bottle sizes, optimizing production efficiency while delivering consistent results. By leveraging HMPL’s innovative packaging solutions, manufacturers can confidently enhance product appeal, meet consumer expectations, and strengthen their brand reputation in competitive markets.
Liquid/ Viscous Household Cleaning Products Packaging – Why it matters?
Ensuring Product Safety
Packaging plays a crucial role in protecting household liquid cleaning products. It maintains their integrity and ensures they perform at their best. By using secure and durable materials, manufacturers can effectively prevent contamination, leaks, and degradation that could compromise the product’s quality. This protective layer keeps the cleaning solutions potent and safe to use, even after prolonged storage. Additionally, strong packaging enhances durability during transportation and handling, preventing accidental damage or spills. These measures instil confidence in consumers regarding the reliability and safety of the products they purchase. Consequently, brands that prioritize high-quality packaging not only meet customer expectations but also build lasting trust and loyalty, setting themselves apart in a competitive marketplace.
Prevents Leaks and Spills
Leak-proof designs are essential for ensuring the reliability and convenience of Liquid and Viscous Household Cleaning Products Packaging. By using advanced sealing technologies and high-quality materials, manufacturers effectively prevent leaks and spills that could lead to product loss or damage.These robust designs protect products during transportation from rough handling and environmental factors, maintaining their integrity until they reach consumers. Additionally, secure seals help prevent accidental messes during storage and everyday use, providing peace of mind for customers. By minimizing waste, this thoughtful packaging ensures that consumers receive the full value of their purchase, enhancing their satisfaction. This attention to detail not only protects the product but also reinforces the brand’s commitment to delivering a superior customer experience.
Enhances User Convenience
Modern packaging prioritizes user convenience by incorporating ergonomic designs that make handling and usage effortless. Features such as well-crafted handles, intuitive pumps, and practical flip-top caps provide consumers with a seamless experience, especially when dealing withlarger or bulkier containers. These thoughtful additions simplify the application process, allowing users to dispense the right amount of product with ease and precision. Furthermore, ergonomic designs reduce physical strain, making them especially beneficial for individuals with mobility challenges. By enhancing accessibility and functionality, such packaging elevates the overall user experience and reinforces a brand’s commitment to customer satisfaction and innovation.
Provides Clear Communication
Labels on packaging act as a vital bridge for clear and effective communication, ensuring consumers have all the essential information to use products safely and efficiently. By clearly presenting detailed usage instructions, manufacturers empower users to achieve optimal results with ease and confidence. Safety precautions, prominently displayed, guide consumers in handling the product responsibly, minimizing risks and potential hazards. Additionally, transparent ingredient lists offer valuable insights, allowing customers to make informed choices based on personal preferences or allergies. Moreover, this accessible and comprehensive information builds trust in the brand’s dedication to transparency and reliability. Eye-catching and well-designed labels further elevate the packaging, making products visually appealing and instantly informative. This thoughtful combination of practicality and aesthetics not only enhances user experience but also fosters stronger consumer confidence and loyalty. In a competitive marketplace, such attention to detail helps brands stand out, reinforcing their reputation for quality and care.
Improves Brand Recognition
Professionally designed and visually striking packaging plays a pivotal role in building a strong and memorable brand identity. By incorporating vibrant colours, innovative shapes, and clearly defined branding elements, packaging helps products capture attention and stand out on crowded retail shelves. These creative designs not only make products more appealing but also communicate the brand’s values and personality effectively. Furthermore, consistent branding across packaging builds familiarity and trust, encouraging repeat purchases. Eye-catching designs ensure that customers can easily identify the brand at a glance, reinforcing loyalty and driving stronger connections. As a result, investing in impactful packaging design not only enhances visibility but also solidifies the brand’s presence in a competitive market.
Supports Sustainability Goals
Manufacturers are increasingly embracing eco-friendly packaging solutions to align with sustainability goals and address growing environmental concerns. By incorporating recyclable plastics, biodegradable materials, and reusable designs, they significantly reduce the environmental footprint of their products. These sustainable practices not only minimize waste but also promote responsible consumption, which is a priority for modern consumers. Additionally, such packaging initiatives resonate deeply with eco-conscious buyers, who value brands that prioritize the planet’s well-being. By demonstrating a commitment to sustainability, companies enhance their reputation, build stronger customer relationships, and position themselves as industry leaders in environmentally responsible practices. This strategic approach not only benefits the environment but also adds substantial value to the brand, fostering long-term loyalty and market differentiation.
Facilitates Portion Control
Innovative dispensing mechanisms, such as pumps, squeeze bottles, and nozzles, play a crucial role in promoting portion control and enhancing user convenience. These thoughtfully designed features allow consumers to apply the exact amount of product needed, eliminating overuse and reducing wastage. Whether it’s a measured pump for liquid soap or a controlled squeeze for cleaning solutions, these mechanisms ensure precision and efficiency in every use. By minimizing product loss, such designs not only save money for consumers but also reflect the brand’s commitment to sustainability and cost-effectiveness. Additionally, these user-friendly features make packaging more functional and appealing, contributing to an improved overall experience. By offering better value for money and emphasizing practicality, brands can foster stronger customer satisfaction and loyalty.
Withstands Transportation Challenges
Packaging plays a vital role in ensuring products withstand the demanding conditions of transportation and storage. It must endure rigorous handling, vibrations, and potential impacts during transit without compromising the product’s integrity. To achieve this, manufacturers rely on robust designs crafted from durable materials that resist breakage and leakage. These packaging solutions effectively protect the contents from environmental factors, such as temperature fluctuations, moisture, and dust, ensuring that the product remains in pristine condition. Furthermore, secure packaging reduces the risk of damage or spillage, minimizing financial losses for businesses and inconveniences for customers. By prioritizing durability and reliability, brands demonstrate their commitment to quality, reinforcing consumer trust and satisfaction with every delivery.
Adheres to Regulatory Standards
Packaging that meets regulatory standards is vital for ensuring consumer safety and maintaining compliance with the law. Manufacturers include important features such as hazard symbols, child-resistant closures, and clear warning labels on products that may be toxic, corrosive, or hazardous. These elements provide consumers with clear and accessible information, helping them handle and store products responsibly. Furthermore, adhering to these standards reflects a brand’s commitment to safety and accountability, which helps build trust with customers and regulatory bodies. By complying with legal requirements, companies not only protect their customers but also shield themselves from potential liabilities and penalties. This proactive approach guarantees that products are not only effective but also responsibly packaged, thereby enhancing the brand’s reputation in competitive markets.
Builds Connection with Consumers
Carefully designed packaging is a powerful tool for creating meaningful connections with consumers. By aligning with consumer preferences—whether through minimalistic aesthetics, premium finishes, or eco-friendly materials—packaging can evoke positive emotions and resonate on a deeper level. These design choices not only enhance the visual appeal of the product but also leave a memorable and lasting impression. Furthermore, packaging that reflects the brand’s identity and values helps establish familiarity and trust, encouraging repeat purchases. When consumers feel a personal connection to how a product is presented, they are more likely to associate it with quality and reliability. This emotional bond fosters stronger loyalty, transforming one-time buyers into long-term advocates for the brand. Through strategic design and messaging, packaging becomes more than just a container; it serves as an extension of the brand’s story and values.
Complete Liquid Detergent/ Hand Wash Packaging Line for All Liquid/ Viscous Household Cleaning Products Packaging
Harikrushna Machines Pvt. Ltd. (HMPL) delivers a cutting-edge Complete Liquid Detergent and Hand Wash Packaging Line, engineered for maximum efficiency and precision. This advanced system seamlessly handles bottles and containers ranging from 50 ml to 5 liters, achieving an impressive output speed of up to 150 products per minute. Moreover, HMPL designs comprehensive packaging solutions to support a diverse range of liquid-based household products, ensuring reliability at every stage. By integrating precision technology with high-performance capabilities, HMPL empowers businesses to optimize their packaging processes and maintain superior product quality.
Machines consist of our complete liquid detergent and hand wash packaging line:
1. Automatic Servo Filling Machine
The Automatic Servo Liquid Filling Machine (HMPL-PRE-RBF) is an exceptional solution designed to excel in the most demanding liquid-filling applications. With its versatile configuration of 2 to 12 filling heads, it achieves an impressive output of up to 150 products per minute, depending on factors like filling volume, viscosity, and bottle size. Engineered to meet GMP standards, this machine’s compact and robust design ensures consistent performance, minimal maintenance, and seamless user interaction. Its rigid SS square pipe frame, coupled with durable safety guards and electroless nickel-plated or powder-coated parts, enhances both durability and operational safety. Inspired by cutting-edge German technology, the servo-based filling pumps deliver unmatched precision, making this machine ideal for handling a range of non-acidic liquids, from water to viscous products.
What truly sets this machine apart is its fully automatic, PLC-controlled interface, enabling operators to make seamless adjustments to filling volumes while monitoring performance in real-time. Features like diving nozzles for precise filling, a pneumatic bottle-stopping mechanism, and an auto-controlled storage tank equipped with high/low-level sensors work together to maximize efficiency and reduce product wastage. Furthermore, the intelligent design incorporates an inbuilt drain valve and quick flushing capabilities, simplifying the cleaning process and significantly reducing downtime. Crafted for reliability and ease of operation, the HMPL-PRE-RBF uses high-quality components to ensure consistent performance and longevity. With its ability to deliver exceptional filling accuracy, this machine is an ideal choice for industries that prioritize quality, efficiency, and innovation. From liquid to viscous household cleaning product packaging, this machine stands as a trusted partner for businesses looking to elevate their production capabilities.
2. Automatic Linear Cap Sealing Machine
The Automatic Linear Belt Type Screw Capping Machine (HMPL–LBS) is a state-of-the-art solution tailored for sealing both round and irregularly shaped bottles crafted from glass, plastic, PET, or HDPE. Designed with versatility and efficiency in mind, this machine seamlessly handles a variety of Liquid and Viscous Household Cleaning Products Packaging. Its innovative linear design incorporates synchronized front and back bottle-holding belts and a stabilizing pressing belt system, ensuring smooth, precise, and reliable capping. Built on a robust MS frame clad in stainless steel (SS 304) with a sleek matte finish, the machine combines durability and corrosion resistance while adhering to GMP standards for hygiene and quality.
What sets the HMPL–LBS apart is its ability to adapt effortlessly to diverse bottle sizes and cap types, including pump, spray, flip-top, and screw caps. The machine eliminates the need for additional change parts, making transitions between products quick and hassle-free. With output speeds reaching up to 150 bottles per minute, depending on the model and bottle dimensions, it offers unmatched productivity while maintaining low maintenance requirements.
Equipped with a user-friendly PLC-HMI interface, operators can easily control and monitor the capping process for optimal performance. The safety cabinet, featuring toughened glass, provides enhanced protection while maintaining visibility and accessibility. Additionally, the machine’s low noise and power consumption, coupled with minimal mechanical adjustments, make it an ideal choice for high-volume production environments seeking efficiency and cost-effectiveness. From its intelligent design to its reliable performance, the HMPL–LBS is the perfect partner for businesses looking to elevate their packaging line capabilities and deliver consistent, high-quality results.
3. Automatic Double-Side Labelling Machine
The Automatic Double-Side Sticker Labelling Machine (HMPL–DSVL) is an advanced solution for applying front and back labels to flat, oval, square, and round containers. Designed to handle a variety of product sizes, this versatile machine efficiently labels containers with precision at speeds of up to 200 products per minute, depending on label and product dimensions. Its compact and robust design incorporates essential components such as a top product-holding conveyor, dual label dispensing units, a product in-feed screw, and a roller spacing device, ensuring seamless and uniform operations without requiring change parts.
Designed to meet GMP standards, this machine incorporates a robust stainless steel (SS 304) structure with powder-coated or nickel-plated components, ensuring durability and corrosion resistance. Additionally, its intuitive PLC and HMI interface simplifies operation, providing advanced features such as digital label dispensing speed settings, product delay functions, and pre-dispensing length adjustments for precise and efficient label application. To enhance safety, fiber-optic sensors actively detect product and label gaps, while an automatic stop function immediately halts operations in case of label roll breaks or missing labels. With these innovations, the machine delivers reliability, accuracy, and seamless performance in demanding production environments.
This machine features an innovative design that includes a variable-speed AC drive for consistent torque, adjustable side guides, and an overhead conveyor for secure product handling during labelling. With its high efficiency, precision, and minimal maintenance requirements, the Automatic Double-Side Sticker Labelling Machine is ideal for industries such as pharmaceuticals, cosmetics, and food processing, providing unmatched reliability and performance.
Tailored Packaging Solutions for Every Business: Startups, SMEs, and Large Enterprises
At Harikrushna Machines Pvt. Ltd. (HMPL), we understand that businesses of all sizes—startups, small and medium enterprises (SMEs), and large-scale enterprises—have unique packaging needs.With over 12,500 packaging machines successfully installed in 65 countries, our expertise spans diverseindustries and business models. Whether you are just starting your entrepreneurial journey or are an established industry leader, HMPL is your partner in delivering customized, efficient, and innovative packaging solutions.
Empowering Startups for Success
HMPL understands the unique challenges that startup businesses face, including limited space, tight budgets, and evolving operational needs. To address these concerns, we design compact and cost-effective packaging machinery that maintains superior quality and performance. Moreover, we customize each machine to match your specific product line, packaging format, and production scale, ensuring maximum value for your investment. By partnering with HMPL, startups can efficiently streamline packaging processes, enhance productivity, and showcase their products with professionalism and precision, setting the stage for long-term success.
Driving Growth for SMEs
HMPL recognizes the evolving needs of small and medium enterprises and provides scalable packaging solutions that grow alongside their business. Our flexible systems are designed to meet current demands while seamlessly adapting to future expansion. Additionally, our high-efficiency machinery guarantees reliability, allowing SMEs to maintain competitive pricing and deliver exceptional product presentation. By enhancing operational efficiency, minimizing downtime, and ensuring compliance with stringent industry standards, our packaging solutions empower SMEs to succeed in their markets and achieve sustained growth.
Elevating Large Enterprises
HMPL equips large-scale enterprises with advanced, high-speed packaging machinery designed to meet complex production demands. Our cutting-edge machines ensure precision, durability, and exceptional performance, even in the most challenging environments. Furthermore, we streamline large-scale operations by automating processes and seamlessly integrating with existing systems. As a result, businesses experience enhanced efficiency, consistency, and profitability, making HMPL the ideal partner for optimizing high-volume production lines and diverse product portfolios.
Commitment to Customization and Innovation
At Harikrushna Machines Pvt. Ltd. (HMPL), we focus on understanding your unique business needs, regardless of size. Whether you’re a startup seeking compact solutions, an SME aiming for modular systems, or a large enterprise requiring high-capacity lines, we design our machines to align seamlessly with your goals. Leveraging cutting-edge technologies, we create packaging solutions that meet your current demands while preparing you for future opportunities. Additionally, our commitment to sustainable practices ensures that your operations remain efficient and environmentally responsible. By combining innovation, adaptability, and foresight, HMPL continues to empower businesses to achieve packaging excellence.
Global Expertise, Local Support
Our presence in over 65 countries has equipped us with a deep understanding of diverse markets and industries. This global presence strengthens our ability to anticipate trends, address unique business needs, and deliver tailored solutions. Moreover, we prioritize exceptional after-sales service, ensuring businesses receive ongoing support long after their initial engagement with us. By combining this commitment with dedicated local assistance, we empower enterprises to navigate competitive environments with reliability and confidence, enabling them to thrive and achieve sustained success.
HMPL delivers cutting-edge packaging solutions tailored to your specific needs, whether you’re introducing a new product, expanding operations, or refining large-scale production for liquid and viscous household cleaning products. With a commitment to quality and efficiency, we go beyond expectations to provide innovative designs that enhance product appeal and functionality. Moreover, thousands of satisfied clients across the globe rely on our expertise, benefiting from our unwavering dedication to excellence. By choosing HMPL, you secure a trusted partner who is ready to elevate your business, optimize your packaging processes, and drive long-term success in competitive markets. Let’s work together to take your business to new heights!
The Rising Significance of Viscous Liquid Packaging and the Ideal Solution: Viscous Filling Line
Viscous liquids play a vital role in modern food production, forming the backbone of countless products that consumers rely on daily. From honey to ketchup, mayonnaise to peanut butter, and jams to sauces, these products are indispensable in homes, restaurants, and food service establishments worldwide. As demand for these products continues to rise, ensuring their safe and efficient packaging has become more critical than ever. Packaging viscous liquids is not just about creating visually appealing containers. It’s about maintaining the highest standards of hygiene, preserving product integrity, extending shelf life, and enhancing consumer convenience. Proper packaging protects these products from contamination, keeps their texture and flavor intact, and ensures they reach consumers in perfect condition. For manufacturers, the right packaging system also increases efficiency, reduces waste, and meets market demands for both quality and quantity.
To address these needs, Harikrushna Machines Pvt. Ltd. (HMPL) has developed the state-of-the-art Viscous Filling Line—a game-changer in the packaging industry. Designed specifically for viscous products, this advanced system combines precision, speed, and versatility to deliver unmatched results. HMPL’s Viscous Filling Line can handle a wide range of container sizes, from compact 10 ml bottles to large 2000 ml jars, catering to diverse product requirements. What sets HMPL’s Viscous Filling Line apart is its impressive output speed of up to 300 products per minute. This remarkable performance ensures manufacturers can meet high production targets without compromising quality. The system’s flexibility allows seamless integration into existing production lines, making it a cost-effective and scalable solution for food companies of all sizes.
HMPL’s Viscous Filling Line incorporates cutting-edge technology to ensure precision filling with minimal waste. The system’s advanced features, including automated controls and customizable settings, allow manufacturers to tailor the process to their specific needs. Whether packaging thick peanut butter or smooth mayonnaise, the Viscous Packaging Line guarantees consistent and accurate results every time. Hygiene remains a top priority in the food industry, and HMPL’s solution is designed to meet the most stringent standards. Built with high-quality materials and equipped with easy-to-clean components, the Viscous Liquid Filling Line ensures a sterile environment throughout the packaging process. This focus on cleanliness not only protects the product but also aligns with regulatory requirements, giving manufacturers peace of mind.
Moreover, the system’s user-friendly interface and robust design make it easy to operate and maintain, reducing downtime and increasing overall efficiency. By investing in HMPL’s Viscous Filling Line, manufacturers gain a reliable partner that streamlines operations and enhances productivity. In today’s competitive market, the ability to package viscous liquids effectively is crucial for success. HMPL’s Viscous Liquid Filling Line provides the perfect solution, delivering speed, accuracy, and reliability in every operation. With this innovative system, manufacturers can elevate their packaging processes, meet consumer expectations, and lead the industry with confidence.
What Sets Viscous Liquids Apart from Regular Liquids?
Viscous liquids stand out from regular liquids due to their unique flow properties. Unlike water or juice, which flow effortlessly due to their low viscosity, viscous liquids like honey, ketchup, peanut butter, and spreads resist flow. Their thick, sticky nature presents distinctive challenges during packaging, making it a highly specialized process. Packaging viscous liquids demands precision. Their resistance to flow can lead to uneven distribution, spillage, or even product wastage without the right technology. Maintaining hygiene is another critical factor, as the sticky texture of these liquids makes them prone to contamination. For manufacturers, achieving accuracy and speed while dealing with these challenges can be daunting.
Harikrushna Machines Pvt. Ltd. (HMPL) has revolutionized the packaging of viscous liquids by developing cutting-edge machinery tailored to their specific needs. HMPL understands that packaging these products isn’t just about filling containers; it’s about preserving product integrity, ensuring safety, and optimizing efficiency. Our advanced Viscous Filling Line is engineered to tackle every challenge with precision and reliability.
This innovative system ensures even distribution of viscous products, eliminating inconsistencies and reducing waste. By leveraging advanced filling technologies, HMPL’s machines minimize spillage, ensuring each container is perfectly filled while maintaining a clean and hygienic operation. The result is packaging that meets the highest quality standards while enhancing consumer satisfaction. Efficiency is another hallmark of HMPL’s Viscous Packaging Filling Line. With the ability to handle a wide range of container sizes and an impressive output speed of up to 300 products per minute, the system delivers exceptional performance. Manufacturers can meet high production targets without compromising accuracy, helping them stay competitive in the fast-paced food industry.
HMPL’s commitment to innovation goes beyond just functionality. Our machines are designed for ease of use, with intuitive interfaces and low-maintenance components that maximize uptime. Each aspect of the system is optimized to provide a seamless packaging experience, allowing manufacturers to focus on delivering top-quality products to the market. By addressing the complexities of viscous liquid packaging head-on, HMPL sets a new benchmark in the industry. Our solutions not only ensure perfect packaging but also drive operational efficiency and reduce costs. With HMPL’s expertise, manufacturers can overcome the unique challenges of viscous liquids and achieve unparalleled success in packaging processes. Viscous liquids may resist flow, but with HMPL’s innovative solutions, packaging them has never been smoother or more efficient.
Viscous Filling Line: A Comprehensive Packaging Solution for Viscous Liquids
HMPL’s viscous filling line offers an integrated approach, covering every stage of the packaging process. Additionally, each machine is meticulously designed to complement the next, ensuring seamless performance and consistent results. This synchronization boosts efficiency and reduces downtime, helping manufacturers maintain high productivity levels. Consequently, the entire line delivers unmatched reliability and quality output.
Rotary/Linear Bottle Washing Machine
Cleanliness is paramount in packaging, and HMPL’s bottle washing machines ensure bottles are spotless before filling. Accordingly, these machines use high-pressure water or air jets to remove dust, contaminants, and residues from bottles of all shapes and sizes. Besides, their adaptability ensures they meet the hygiene standards of diverse industries. Because of their robust design, manufacturers experience fewer rejections due to contamination, safeguarding product integrity.
Turntable Machine
The turntable machine streamlines operations by directing bottles efficiently to the filling line. Additionally, its robust design reduces manual intervention and increases throughput, accommodating a wide range of bottle sizes and designs. During operation, it maintains smooth transitions between processes, minimizing bottlenecks. Consequently, manufacturers enjoy faster cycle times and increased overall efficiency.
Piston Filling Machine
At the heart of the packaging line, HMPL’s piston-filling machine excels in precision. Basically, these machines accurately fill bottles with viscous liquids, avoiding spillage and maintaining consistent volume. Although viscosities vary, from honey to mayonnaise, the machine handles all effortlessly. Afterward, the precise filling guarantees product quality while reducing wastage, saving costs in the long run.
Capping Machine
Capping machines secure bottles with airtight seals, preserving freshness and preventing leaks. Also, whether working with screw caps, flip tops, or customized closures, these machines deliver high-speed performance with unmatched accuracy. Before sealing, the machine inspects the caps for defects, ensuring every seal is perfect. Consequently, product shelf life extends, and customer satisfaction improves.
Visual Inspection Conveyor
Quality assurance plays a critical role in brand reputation. HMPL’s visual inspection conveyor identifies defects like underfilled bottles, damaged seals, or irregular shapes, ensuring only flawless products reach the market. Besides, the system quickly rejects faulty units, preventing them from continuing down the line. Because of this real-time quality control, manufacturers maintain consistent product standards and minimize recalls.
Sticker Labelling Machine
Labels are vital for branding and regulatory compliance. HMPL’s labelling machines apply stickers precisely, aligning them perfectly with bottle contours. Additionally, the speed and accuracy match the production line’s pace, ensuring seamless integration. Afterwards, the labelled bottles move smoothly to packaging or shipping. Altogether, this results in a professional appearance that strengthens brand identity.
HMPL delivers more than just standard machinery — we design fully customized packaging solutions tailored to your unique requirements. Whether you face space limitations or need to handle specific product sizes and materials, HMPL engineers systems that seamlessly integrate into your production environment. Additionally, our solutions prioritize efficiency and adaptability, ensuring smooth workflow integration regardless of how specialized your packaging demands may be. Because we focus on customization, you receive equipment that optimizes every aspect of your packaging process, reduces downtime, and enhances overall operational performance.
HMPL understands that every business runs at its own pace, which is why we tailor output speeds to match your precise production targets. By synchronizing machine performance with your goals, HMPL enables you to maximize productivity without sacrificing quality. Furthermore, our flexible, customer-centric approach empowers you to stay competitive by deploying packaging systems that evolve alongside your operational needs. Consequently, you gain not only advanced machinery but also a trusted partner committed to supporting your growth and success in a dynamic market.
Adapting to Diverse Viscous Liquids
HMPL’s viscous liquid filling line is a masterclass in versatility, handling a variety of viscous liquids with ease:
Honey: Honey’s sticky texture calls for exceptional precision, and HMPL’s advanced machines excel in delivering it. Designed for hygienic operations, these machines ensure smooth, drip-free filling, maintaining the purity and quality of honey in every container. With optimized efficiency and minimal waste, they preserve the natural goodness of this golden treasure, making them an ideal choice for honey producers seeking perfection.
Ketchup: Ketchup demands precise filling to ensure smooth consistency without air bubbles or uneven distribution. HMPL’s advanced machines excel in delivering perfectly filled bottles with unmatched accuracy and efficiency. Designed to maintain product quality, these machines streamline the packaging process, providing a seamless solution for ketchup producers focused on excellence.
Mayonnaise
Mayonnaise, with its creamy consistency, requires specialized handling to ensure perfect packaging. HMPL’s advanced equipment rises to the challenge by delivering contamination-free filling and secure, airtight sealing. By preserving freshness and extending shelf life, these machines offer an efficient and reliable solution tailored for mayonnaise producers focused on quality and excellence.
Peanut Butter
Peanut butter’s thick and dense texture demands precision, and HMPL’s advanced filling technology delivers flawlessly. These machines ensure smooth, uniform filling while minimizing waste, preserving both product quality and efficiency. Designed to handle the challenges of viscous products, HMPL’s solutions offer peanut butter producers a perfect blend of reliability and performance.
Jams and Preserves
HMPL’s advanced machines handle fruit jams and preserves with remarkable precision, ensuring smooth and even filling without any air pockets. By maintaining consistent quality and texture, these machines provide a flawless experience for consumers. Designed for efficiency and reliability, HMPL’s solutions streamline the packaging process for jam and preserve producers who prioritize excellence.
Sauces and Condiments
HMPL’s packaging line adapts seamlessly to the diverse viscosities and unique requirements of sauces and condiments, from tangy barbecue sauce to zesty mustard. These machines ensure precise filling, maintaining product consistency and quality with every batch. Built for versatility and efficiency, they streamline the packaging process, empowering producers to meet consumer demands effortlessly.
Spreads and Dressings
HMPL’s advanced machines handle spreads and salad dressings with precision, ensuring every bottle is filled with consistent quality and care. Designed to maintain product integrity, these solutions deliver smooth, drip-free filling for a flawless consumer experience. With efficiency and reliability at the core, HMPL empowers producers to package spreads and dressings effortlessly and effectively.
Pickles and Chutneys
HMPL’s advanced machinery tackles the unique challenge of packaging pickles and chutneys with precision, expertly managing both liquid and solid components. These machines ensure a perfectly balanced mix in every container, preserving flavour and consistency. Designed for efficiency and reliability, HMPL streamlines the packaging process, delivering solutions that meet the highest standards for pickle and chutney producers.
Unparalleled Features of HMPL’s Viscous Liquid Packaging Line
Precision and Consistency
HMPL’s packaging line is engineered for unmatched precision, ensuring every process—filling, sealing, or labelling—is executed flawlessly. These advanced machines deliver consistent results across thousands of units, maintaining quality and efficiency at every step. With a focus on reliability and performance, HMPL empowers producers to achieve perfection in every package.
Hygiene and Compliance
HMPL designs its machines to meet stringent international standards like GMP, ensuring top-level hygiene and safety throughout the packaging process. These machines actively maintain clean operations, protecting product integrity and consumer safety. By prioritizing compliance and sanitation, HMPL delivers reliable solutions that help producers exceed global quality expectations.
Flexibility and Scalability
HMPL’s machines adapt effortlessly to different bottle shapes, sizes, and product viscosities, offering unmatched flexibility in packaging. As production demands increase, these machines scale smoothly to keep pace, ensuring continuous efficiency. Built for growth and versatility, HMPL delivers long-term value that supports evolving business needs with ease.
Ease of Operation
Operators easily navigate HMPL’s intuitive and user-friendly machines, which require minimal training to master. Features like touch-screen controls simplify operation and boost efficiency. Designed with the user in mind, HMPL ensures smooth and hassle-free performance, making daily tasks straightforward and productive.
Robust Construction
HMPL builds its machines with high-grade materials to withstand the toughest production environments. These robust constructions ensure machines perform at their peak consistently, even under heavy use. Designed for durability and reliability, HMPL delivers equipment that stands strong and supports continuous, efficient operations.
Why Partner with Harikrushna Machines Pvt. Ltd.?
Proven Expertise
HMPL has successfully delivered over 12,500 installations across 65+ countries, showcasing a strong global footprint. Not only does this highlight our reliability, but it also underscores our ability to cater to diverse industry needs. Moreover, with 25+ years of experience, HMPL consistently raises the bar in packaging technology. In fact, we’ve become a trusted leader globally, setting benchmarks for quality and innovation.
Innovative Solutions
HMPL’s R&D team drives transformative innovation, creating solutions that redefine industry standards. For instance, they integrate cutting-edge technologies to enhance machine reliability and performance. What’s more, their commitment to staying ahead of market trends ensures our machines align with evolving demands. Ultimately, by pushing the limits of possibility, HMPL equips businesses to excel in a competitive landscape.
Customer-Centric Approach
HMPL places the customer at the heart of everything we do, tailoring machines to meet unique production needs. For example, we collaborate closely with clients to design systems that maximize efficiency. Likewise, our solutions integrate seamlessly into workflows, enhancing productivity. By and large, this approach builds enduring partnerships rooted in trust, satisfaction, and success.
Cost-Effective Excellence
HMPL delivers high-quality machinery at competitive prices, offering outstanding value to customers. To illustrate, our machines maintain superior performance and durability while remaining cost-efficient. Similarly, we help clients optimize their investments by designing robust systems built to last. All things considered, HMPL ensures businesses achieve excellence without exceeding their budgets.
Comprehensive Support
HMPL supports clients throughout their journey, from initial consultation to dependable after-sales service. For starters, we provide expert guidance in choosing the right solutions. Subsequently, our team ensures hassle-free installation and smooth operation. Over time, our commitment to ongoing support builds trust, giving customers peace of mind at every step.
Transforming the Future of Packaging
Partnering with HMPL means embracing a future driven by precision, innovation, and efficiency. Take, for example, our advanced systems, which excel in packaging viscous products like honey and mayonnaise with unmatched accuracy. Additionally, clients trust our expertise to meet their specific requirements and exceed expectations. In conclusion, HMPL is shaping the future of packaging with groundbreaking solutions that redefine industry excellence.
Viscous liquid packaging demands a perfect blend of expertise, innovation, and precision. First, manufacturers need machinery that can handle thick, sticky liquids with accuracy and efficiency. Second, they require solutions that maintain hygiene, reduce waste, and optimize production speed. Third, seamless integration with existing workflows is crucial for maintaining operational consistency. HMPL meets all these requirements with unmatched excellence, offering cutting-edge machinery designed specifically for viscous liquid packaging challenges.
By choosing HMPL’s advanced systems, manufacturers unlock multiple benefits. To begin with, our machines enhance operational efficiency, ensuring smooth and consistent packaging of products like honey, ketchup, and mayonnaise. Next, they elevate product quality by delivering precise filling, airtight sealing, and flawless labelling. Finally, manufacturers gain a competitive edge by improving production capacity while maintaining superior quality standards. With HMPL’s solutions, businesses can transform their packaging lines into powerful tools for growth and market success.
Join the global network of satisfied clients and experience the HMPL advantage. Together, let’s redefine the standards of viscous liquid packaging and create a future of excellence.
Connect With The Harikrushna Machines And Explore Pharma Processing & Packaging Machinery!
CPHI Frankfurt 2025: Join the global pharma community with HMPL sterile
Position your business at the forefront of pharma innovation at CPHI Frankfurt 2025, the premier global event for the pharmaceutical industry. As a leader in aseptic packaging solutions, HMPL Sterile is proud to announce our participation in this prestigious event, taking place from October 28–30, 2025, at Messe Frankfurt, Germany.
Why Exhibit at CPHI Frankfurt 2025?
CPHI Frankfurt brings together decision-makers from core pharma markets, including packaging and drug delivery, APIs, contract services, and natural extracts. This event offers a unique platform for us at HMPL Sterile to showcase our cutting-edge sterile packaging solutions and engage with a global audience eager to innovate and collaborate. Join us at our booth to explore advanced technologies designed to meet the stringent standards of the pharmaceutical industry and redefine excellence in pharmaceutical packaging.
Event Details:
Hall No.: 9.0, Stall No.: A11, Machinery
Date & Time : OCTOBER 28 & 29, 2025 | 10:00 TO 18:30 OCTOBER 30, 2025 | 10:00 TO 16:00
HMPL Sterile – Your Pathway to Hassle-Free Sterile Drug Packaging
At HMPL Sterile, a division of Harikrushna Machines Pvt. Ltd., we set the benchmark in aseptic processing and sterile packaging for the pharmaceutical industry. Headquartered in Ahmedabad, Gujarat, India, we are ISO 9001:2015 and CE-certified pioneers, delivering state-of-the-art liquid packaging machines and processing plants tailored to meet stringent USFDA and EU GMP standards. Backed by a cutting-edge manufacturing facility and a dedicated team of industry experts, we provide precision-engineered solutions, exceptional reliability, and unmatched customer service, ensuring global excellence in pharmaceutical packaging.
Comprehensive Solutions for Diverse Pharmaceutical Needs
With over 25 years of expertise, HMPL Sterile offers a robust portfolio of aseptic processing and packaging equipment. Our range includes:
Manufacturing Plants: Tailored solutions for Oral Liquids, Syrups, Ointments, Creams, and Lotions.
High-Speed Packaging Lines: Delivering unparalleled accuracy and efficiency, with speeds ranging from 40 to 400 products per minute.
Primary and Secondary Packaging Machinery: Designed to meet the unique requirements of pharmaceutical applications, ensuring precision, compliance, and reliability.
Our advanced systems empower pharmaceutical manufacturers to maintain the highest quality standards while optimizing production processes.
Discover Innovation with HMPL Sterile
Join us at a global industry event to experience our innovative solutions firsthand. Our portfolio includes advanced machinery designed for products such as:
Nasal Sprays
Liquid and Powder Vials
Injectable Ampoules
Pre-Filled Syringes and Flush Syringes
Dental Cartridges
Eye-Ear Drop Bottles
Oral Liquid Syrups & Dry Syrups
IV (Infusion) Bottles/Bags – Large Volume Parenterals
Respules and WFI (Water for Injection) – Small Volume Parenterals
Pharmaceutical Tubes & Mono-Cartons
Each solution integrates advanced technology, ensuring compliance with the most rigorous pharmaceutical standards worldwide.
Why Partner with HMPL Sterile?
Global Expertise: Over two decades of leadership in aseptic processing and sterile packaging.
Unmatched Compliance: Machinery certified to meet USFDA and EU GMP standards.
Global Reach: More than 13000 installations across 67+ countries.
Customized Engineering: Tailored solutions for a diverse range of pharmaceutical products.
Innovative Technology: Cutting-edge designs that prioritize performance, reliability, and safety.
Exceptional Support: Comprehensive after-sales service to ensure seamless operations.
Choose HMPL Sterile for world-class sterile drug packaging solutions that elevate your business and redefine industry standards. Experience the future of pharmaceutical innovation with our trusted expertise.
Connect With The Harikrushna Machines And Explore Pharma Processing & Packaging Machinery!
ProPak India 2025: India’s Leading Processing and Packaging Exhibition
ProPak India 2025 is the ultimate destination for professionals in the processing and packaging industry. From September 3–5, 2025, Greater Noida will host this renowned event, showcasing the latest advancements in packaging materials, sustainable processing technologies, and live demonstrations. ProPak India 2025 brings together top industry leaders, innovators, and decision-makers to explore cutting-edge solutions, gain actionable insights, and foster meaningful connections across sectors like food, beverages, pharmaceuticals, cosmetics, and consumer goods.
ProPak India 2025: Driving Innovation in Processing and Packaging
Co-located with Fi India, ProPak India 2025 offers a complete platform for the food and beverage industry, making it a must-attend event for professionals seeking comprehensive solutions. Engage in the Start-Up Pavilion, participate in impactful B2B meetings, and attend enlightening conferences that define industry trends. With endless opportunities to showcase your brand, elevate your visibility, and expand your network, ProPak India 2025 is where the future of processing and packaging comes to life.
Event Details:
Hall No. 14, Stand No.:C18
Date & Time : (Dates) SEPTEMBER 03 & 04, 2025 | 10:00 TO 18:30 SEPTEMBER 05, 2025 | 10:00 TO 16:00
Venue/ Location: India Expo Centre, Greater Noida, Delhi NCR, India
HMPL is your Trusted Packaging Partner for Cutting-Edge Processing and Packaging Solutions
Harikrushna Machines Pvt. Ltd. (HMPL) is an ISO 9001:2015 and CE-certified manufacturer and exporter of liquid processing and packaging machinery. With over 25 years of experience, HMPL has successfully installed 12500+ machines in over 60 countries worldwide, serving startups from small, medium, and large enterprises . The company specializes in primary and secondary packaging machinery for various industries, including pharmaceuticals, beverages, cosmetics, dairy, distillery, edible oil, food, household cleaning products, lube oil, paints and chemicals and pesticides.
HMPL designs manufactures, and supplies high-quality plant and machinery, customized equipment, and spare parts. We provide dependable sales services that comply with national and international standards, prioritizing performance, reliability, and safety. Our pan-India sales and service network is supported by a dedicated team of qualified professionals and experienced technocrats. Headquartered in Ahmedabad, Gujarat, India, we operate an advanced manufacturing unit to meet industry demands.
Explore our Processing Plants
HMPL offers Oral Liquid Manufacturing Plants, Syrup Manufacturing Plants, and Suspension Manufacturing Plants with capacities from 500 Liters to 15000 Liters for processing various liquid oral medications. We also offer Ointment Manufacturing Plants, Cream Manufacturing Plants, Lotion Manufacturing Plants, Shampoo Manufacturing Plants, and Toothpaste Manufacturing Plants with capacities from 100 to 5000 KG.
HMPL offers a Complete Packaging Lines/ Filling Lines for packaging various products like Flavoured/ Plain Milk Packaging Line for 200, 500 and 1000 ml glass bottles with up to 120 bottles per minute. Aqueous/ Viscous Liquid Packaging Line for 10 ml to 2000 ml bottles, and containers with up to 300 products per minute. Flavoured Milk, Buttermilk, Lassi Packaging Line for 200 ml PP Bottles, Pesticides Packaging Line for 50 ml to 1000 ml Bottles with up to 150 Products per minute. Liquid Detergent/ Hand Wash Packaging Line for 50 ml to 5 Liter with up to 150 Products per minute. Cosmetic Packaging Line (For Lotion, Cream, Face Wash, Hair Oil, Shampoo) for 10 gm to 1 KG with up to 150 Products per minute. Edible Oil Filling Line for 50 ml to 5000 ml Bottles/ Jars with up to 120 Bottles per minute. Lubricant Oil Packaging Line for 50 ml to 5000 ml Bottles/ Jars with up to 120 Bottles per minute. Juice Packaging Line for 200 ml to 2000 ml with up to 300 bottles per minute. Mineral Water Plant with 13 advanced stages of filtration from 1000 Liter to 50000 Liter per hour.
HMPL offers following processing and packaging solutions:
Processing Equipment
Complete Packaging Lines
Washing and Cleaning Machines
Unscrambler with Air Jet Cleaning Machines
Filling Machines
Sealing Machines
Capping Machines
Labeling Machines
Tube Filling, Sealing, and Coding Machines
Shrink Sleeve Applicator Machines
Case Packers
Check Weighers
Multihead Weighers
Shrink Wrap Machines
Shrink Tunnels
Special Purpose Machines
Packaging Ancillary Equipments
As shown above products are designed to meet the specific needs of the pharmaceuticals and non-pharmaceutical sectors.
HMPL Sterile – Your Pathway to Hassle-Free Sterile Drug Packaging
At HMPL Sterile, a division of Harikrushna Machines Pvt. Ltd., we specialize in delivering world-class aseptic processing and sterile packaging solutions tailored for the pharmaceutical industry. Headquartered in Ahmedabad, Gujarat, India, our ISO 9001:2015 and CE-certified facility produces cutting-edge liquid packaging machines and processing plants that meet the highest USFDA and EU GMP standards. Backed by a dedicated team of professionals and state-of-the-art technology, HMPL Sterile ensures precision-engineered machinery, unmatched reliability, and exceptional customer service, setting a benchmark for pharmaceutical packaging excellence.
Basically, Our comprehensive solutions range from manufacturing plants for Oral Liquids, Syrups, Ointments, and Creams to high-speed sterile washing, filling, sealing, capping and labeling machines. With packaging lines achieving speeds of 40 to 400 products per minute, we deliver unparalleled efficiency and accuracy. Whether you require solutions for Nasal Sprays, Pre-Filled Syringes, IV Bags, or Liquid Vials, HMPL Sterile ensures every product meets stringent pharmaceutical standards with precision and compliance. Explore our innovative portfolio and discover how HMPL Sterile redefines the future of pharmaceutical packaging.
Why Choose HMPL Sterile?
Over 25 years of expertise in aseptic processing and sterile packaging
USFDA and EU GMP-compliant machinery ensuring global standards
12,500+ installations across 60+ countries
Custom-engineered solutions for diverse pharmaceutical products
Advanced technology, innovative designs, and exceptional after-sales support
Choose HMPL Sterile for reliability, innovation, and industry-leading solutions that redefine sterile drug packaging.
Visit Our Booth To Explore The Extensive Primary & Secondary Packaging Machines Collection
CPHI & PMEC India 2025: Meet The HMPL Sterile Team & Explore Our Innovations
Join the global pharma community at CPHI & PMEC India 2025, where South Asia’s pharmaceutical excellence takes center stage. This premier event offers an unparalleled opportunity to connect face-to-face with industry leaders, explore groundbreaking innovations, and participate in insightful content sessions designed to enhance your expertise. Whether you’re seeking cutting-edge solutions or building strategic partnerships, CPHI & PMEC India 2025 is your gateway to shaping the future of the pharmaceutical industry.
CPHI & PMEC India 2025: The Future of Pharma Awaits
More than just an exhibition, CPHI & PMEC India 2025 combines the power of in-person interactions with digital networking solutions to keep you connected year-round. Engage with thousands of professionals, uncover new business opportunities, and expand your horizons through an unrivalled global platform. From fostering innovation to driving transformative change, this event is the ultimate destination to grow, collaborate, and thrive at the heart of pharma.
Event Details:
Hall No. 12, Stall No.: B35
Date & Time : NOVEMBER 25 & 26, 2025 | 10:00 TO 18:00 NOVEMBER 27, 2025 | 10:00 TO 17:00 Location : India Expo Centre, Greater Noida, Delhi NCR
HMPL Sterile – Your Pathway to Hassle-Free Sterile Drug Packaging
At HMPL Sterile, a division of Harikrushna Machines Pvt. Ltd., we lead the way in aseptic processing and sterile packaging for the pharmaceutical industry. Based in Ahmedabad, Gujarat, India, we are ISO 9001:2015 and CE-certified experts offering cutting-edge liquid packaging machines and processing plants designed to meet stringent USFDA and EU GMP standards. With a state-of-the-art facility and a dedicated team of professionals, we deliver precision-engineered solutions, unmatched reliability, and exceptional customer service, ensuring excellence in pharmaceutical packaging.
From manufacturing plants for Oral Liquids, Syrups, Ointments, Creams, and Lotions to high-speed sterile washing, filling, and labelling machines, HMPL Sterile provides a comprehensive range of advanced solutions. Our high-performance packaging lines deliver speeds from 40 to 400 products per minute, offering unmatched efficiency and accuracy.
Explore Innovation with HMPL Sterile
Visit our booth to experience a versatile portfolio of primary and secondary packaging machinery tailored for pharmaceutical needs. We cater to products including Nasal Sprays, Liquid Vials, Powder Vials, Ampoules, Pre-Filled Syringes, Flush Syringes, Dental Cartridges, Oral Liquid Syrups, Suspensions, IV Bottles/Bags, Respules, WFI (Water for Injection), and Tubes. Every solution is designed to deliver precision and compliance with pharmaceutical standards.
Why Choose HMPL Sterile?
Over 25 years of expertise in aseptic processing and sterile packaging
USFDA and EU GMP-compliant machinery ensuring global standards
13000+ installations across 67 countries
Custom-engineered solutions for diverse pharmaceutical products
Advanced technology, innovative designs, and exceptional after-sales support
Choose HMPL Sterile for reliability, innovation, and industry-leading solutions that redefine sterile drug packaging.