Pharmaceutical packaging is critical in ensuring product safety, efficacy, and compliance with industry standards. From nasal sprays and injectable ampoules to pre-filled syringes and IV fluid Bottles/Bags, every product demands specific Pharmaceutical Packaging Solutions that meet stringent regulatory requirements. Harikrushna Machines Pvt. Ltd. (HMPL) offers innovative packaging machinery for various pharmaceutical products, making them a leader.
Pharmaceutical Packaging & Packaging Solutions:
Pharmaceutical packaging refers to the processes and materials used to enclose pharma products, ensuring their integrity, sterility, and protection from environmental factors. It is a vital component of the pharmaceutical supply chain, contributing to the shelf life, usability, and safety of drugs.

Effective packaging is essential for:
- Maintaining product quality by protecting against contaminants.
- Ensuring patient safety by preventing accidental misuse or tampering.
- Adhering to regulatory standards such as USFDA, EUGMP, GAMP5 and 21 CFR Part 11.
Harikrushna Machines Pvt. Ltd. specializes in machinery that caters to various packaging needs in the pharmaceutical industry, making them a trusted partner for companies worldwide.
Pharma Packaging: Meeting Industry Demands
Pharma packaging goes beyond basic product protection. It ensures that medications are delivered safely and effectively.
Key packaging considerations include:
- Tamper-evident seals for safety.
- Accurate dosing mechanisms like calibrated oral syringes.
- Easy-to-use packaging that enhances patient adherence.
Whether it’s syrups or eye-ear drops, packaging must be designed for the patient’s ease of use while maintaining the product’s quality. HMPL’s packaging solutions are engineered to meet these exacting standards.
Packaging in the Pharmaceutical Industry: Regulatory Compliance
Packaging in the pharmaceutical industry is governed by strict regulations, such as GAMP5, US FDA guidelines and EUGMP standards. The 21 CFR Part 11 compliance emphasizes control over manufacturing processes, packaging, and labelling. Every piece of packaging machinery must align with these standards to ensure that the packaging maintains the sterility and integrity of the product.
Harikrushna Machines Pvt. Ltd. designs and manufactures packaging machinery that complies with these stringent regulations, making it a reliable partner for pharmaceutical companies that must meet international standards.
Pharmaceutical Primary Packaging: Ensuring Product Integrity

Pharmaceutical primary packaging refers to the first layer of packaging that comes into direct contact with the product.
Examples include:
- Nasal spray bottles
- Eye and ear dropper bottles
- Injectable ampoules
- Injectable liquid and dry powder vials
- Syrup and suspension bottles
These primary packaging materials must be compatible with the pharmaceutical product to ensure it remains safe and effective. HMPL provides machinery that delivers precise, contamination-free packaging for each of these products, with capabilities for aseptic filling, labelling, and sealing.
Pharmaceutical Secondary Packaging: Enhancing Safety
Pharmaceutical secondary packaging involves outer packaging that protects primary packaging during handling and transportation. It includes:
- Mono Carton packaging for syrups and suspension bottles.
- Shrink sleeves for IV Fluid Bottles/ Bunch of products.
Secondary packaging adds a layer of protection and often includes important information for patients, such as dosage instructions and expiry dates. HMPL offers advanced machines that ensure precision and speed in secondary packaging, safeguarding the product and enhancing brand presentation.
Secondary Packaging in the Pharmaceutical Industry: Automation and Efficiency
In the pharmaceutical industry, secondary packaging must be automated for high-volume production and precision. Machines must handle tasks like:
- Automatic Carton BOPP Tapping Machine
- Tamper-evident labelling
- Shrink Wrapping for bulk packs
Automation in secondary packaging improves efficiency, reduces labour costs, and minimizes human error. Harikrushna Machines’ state-of-the-art solutions ensure reliable secondary packaging that is aligned with USFDA and EUGMP standards.
Sustainable Pharmaceutical Packaging: Meeting Modern Demands
With a growing emphasis on sustainability, sustainable pharmaceutical packaging is becoming a key consideration. Many pharmaceutical companies are seeking eco-friendly packaging materials, such as biodegradable plastics, recyclable packaging, and reduced packaging waste.
HMPL supports these efforts by offering machinery that can handle a variety of sustainable packaging materials without compromising product safety or quality. Their solutions are designed to reduce material usage and energy consumption, contributing to a greener pharmaceutical industry.
Packaging for Pharmaceutical Products: State-of-the-art Pharmaceutical Packaging Solutions
Harikrushna Machines Pvt. Ltd. provides packaging complete packaging lines for a wide array of pharmaceutical products:
- Pre-filled syringes, Dental Cartridges/ Vials (Nested): The Robotic Pre-Filled Syringe Packaging Line packages nested vials, pre-filled syringes, and dental cartridges, handling volumes from 0.1 ml to 10 ml at 100 to 120 products per minute.
- Pre-filled Flush Syringes: The Pre-Filled Flush Syringe Filling and Capping Machine uses a reverse system and top/bottom filling technology to fill syringes from 3 ml to 20 ml at 80 to 120 syringes per minute, ensuring leak-proof sealing.
- Nasal sprays: 5 ml to 30 ml nasal spray bottles, achieving an impressive output speed of up to 120 products per minute.
- Injectable liquid and dry powder vials: 2 ml to 10 ml liquid vials and 2 ml to 100 ml dry powder vials at an output speed of up to 400 vials per minute.
- Eye-Ear Drops: Our cutting-edge Complete Eye and Ear Drop Packaging Line is designed for 5 ml to 15 ml eye-ear drop bottles, achieving an output speed of up to 200 bottles per minute.
- Injectable ampoules: From 1 ml to 20 ml, achieving an output speed of up to 400 ampoules per minute.
- Oral liquids, syrups, suspensions: From 15 ml to 500 ml, achieving an output speed of up to 300 bottles per minute.
- IV fluid bottles/IV fluid bags: 100 ml to 1000 ml IV bottles/ bags, achieving an output speed of 220 products per minute.
- Respules & Water for Injection (WFI): Respules (1 ml to 3 ml) and WFI (Water for Injections) (5 ml, 10 ml, 15 ml, 20 ml), achieves an output speed of 220 products per minute.
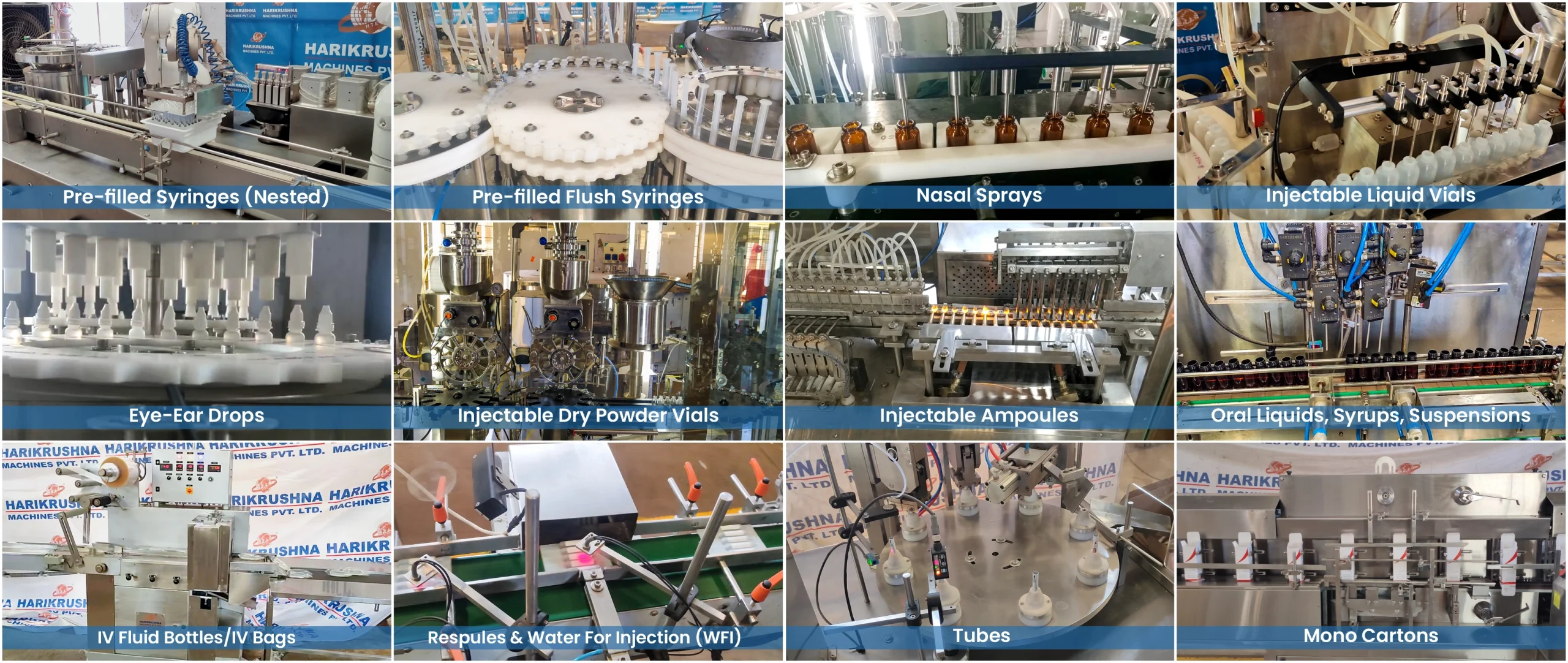
Each of these products requires specialized machinery to handle their unique characteristics, and HMPL provides the perfect solution for every need.
Importance of USFDA, EUGMP Standards, and 21 CFR Part 11 Compliance

Pharmaceutical packaging must comply with a wide range of regulatory standards to ensure safety and efficacy. The USFDA (United States Food and Drug Administration), EUGMP (European Union Good Manufacturing Practice) and GAMP5 provide strict guidelines for pharmaceutical companies, especially concerning packaging.
Additionally, the 21 CFR Part 11 (Code of Federal Regulations Title 21) outlines the controls required for manufacturing, packaging, and labelling processes. Compliance with these regulations ensures that:
- We consistently manufacture products to meet quality standards.
- Packaging maintains product sterility and integrity.
- Tamper-proof mechanisms are in place to prevent contamination.
Harikrushna Machines Pvt. Ltd. designs its machines to fully comply with these global standards, ensuring their machinery is suitable for regulated markets worldwide.
Harikrushna Machines – Your Trusted Packaging Partner for All Types of Pharmaceutical Packaging Machinery
Why HMPL stands out in the pharmaceutical packaging industry?
- Innovative Technology: For the last 25 years, HMPL constantly innovated machinery to meet the evolving demands of the pharmaceutical industry. Their machines incorporate the latest technologies, such as robotic filling systems for pre-filled syringes, to provide precise and efficient packaging.
- Regulatory Compliance: Every HMPL machine complies with USFDA, EUGMP, and 21 CFR Part 11 standards, ensuring the packaging process meets international safety and quality requirements.
- Customization: HMPL offers fully customizable packaging solutions tailored to the specific needs of pharma companies.
- Sustainability: With increasing demand for eco-friendly packaging, HMPL leads the way in offering machines that can process sustainable materials while maintaining high production standards.
- Automation and Efficiency: Our machinery is designed to be highly automated, improving efficiency, reducing human error, and increasing production capacity. For primary or secondary packaging, our machines ensure seamless operation.
- Unmatched Expertise: With 25 years of experience in packaging, HMPL understands the unique challenges of this industry. Their expertise enables them to offer the best solutions for all pharmaceutical packaging needs.

Packaging plays a crucial role in ensuring the safety, efficacy, and compliance of pharmaceutical products. Harikrushna Machines Pvt. Ltd. offers innovative and reliable packaging machinery for nasal sprays, injectable vials, IV fluids, and pre-filled syringes.
Harikrushna Machines Pvt. Ltd. (HMPL) prioritizes sustainability, automation, and strict adherence to global standards like GAMP5, USFDA, EUGMP, and 21 CFR Part 11. Our pharmaceutical packaging solutions guarantee that every product is packaged per industry regulations compliances.




